The Installation
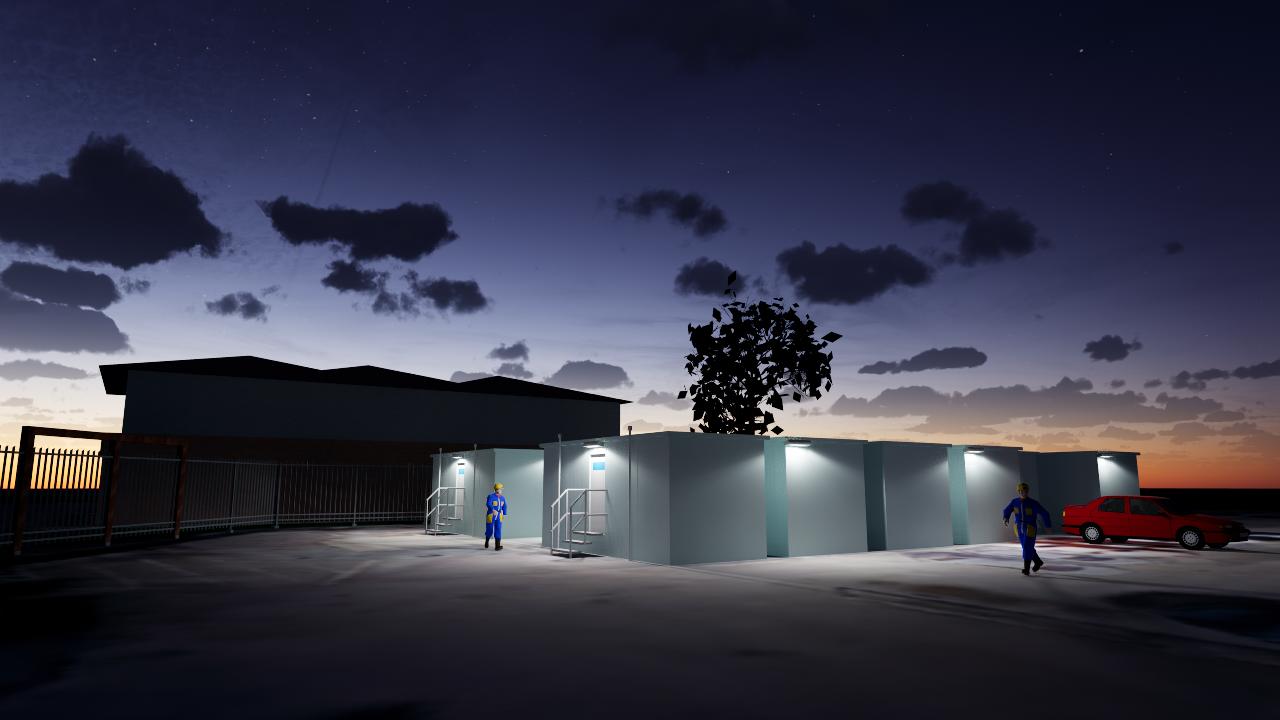
Thorne & Derrick, in partnership with Raytec, worked alongside Calor Gas to deliver a time-critical lighting upgrade at their Port Clarence facility, home to a high-risk gas cylinder filling operation.
The site’s filling hall is a hazardous environment requiring strict safety measures. Frequent lighting failures had led to it being flagged as unfit for operation. The brief was clear: replace an outdated and inefficient 400W SON system with a modern LED solution to improve safety, reduce energy costs, and meet winter-readiness timelines.
A total of 122 Raytec LED luminaires were installed across the site, including 50 Mid Power Bay lights, 36 High Output Linears with specialised optics, and 36 Mid Power Flood lights for external and perimeter lighting.
Project Overview:
- Client: Calor Gas
- Location: Port Clarence Gas Filling Facility
- Challenge: Failing SON lighting system in hazardous area
- Solution: 122 Raytec ATEX LED luminaires supplied by Thorne & Derrick
- Outcome: Improved safety, full operational visibility, and energy savings
The Challenge
- The failing lighting system had become a critical safety issue, making parts of the site unsafe for daily work
- The project needed swift delivery to ensure winter-readiness, when natural light would no longer offset inadequate artificial illumination
- Given the proximity of residential areas, the lighting design had to avoid excessive light spill beyond site boundaries
ATEX Lighting for Gas Filling Plant
Rugged, ATEX-certified lighting solution built for hazardous environments like gas filling plants—delivering safety and efficiency.
Enquire Now
The Solution
Raytec provided SPARTAN Mid Power Floodlights, Linears, and 50 Mid Power Bay lights. Designed for hazardous area lighting applications, the luminaires deliver uniform illumination with significantly reduced energy consumption.
Raytec’s specialist optics enabled targeted light distribution, addressing spill concerns and improving control across the site. The upgrade not only restored full operational visibility but also aligned the site with energy efficiency and sustainability goals.
Support from Raytec’s lighting design service helped meet the tight project timeline, while their reliable product availability ensured zero delays during installation.
We always recommend using a professional lighting design service when installing a lighting system. It provides a detailed report on expected lighting levels, ensures faster commissioning, reduces surprises during installation, and can cut both equipment and energy costs while improving lighting quality.
Raytec offers an award-winning, free-of-charge lighting design service to all customers – bringing installations to life.

Why Raytec?
Calor Gas selected Raytec for their reputation in delivering UK-built, high-performance ATEX lighting for hazardous environments. Their products demonstrated superior optical control, substantial energy savings, and proven reliability. The flexibility of Raytec’s solutions, combined with responsive local support, made them the clear choice.
“Raytec’s LED lighting has significantly improved safety and visibility within our facility, particularly within the filling hall where the majority of fittings had failed. The new lighting system has not only restored full operational visibility but also delivered measurable energy savings, aligning with our sustainability goals. The flexibility of the optics helped us control light spill in sensitive perimeter areas. Thorne & Derrick’s support throughout—from site surveys and technical advice to post-installation support—was invaluable in ensuring the project was delivered on time and to a high standard.”
– Calor Gas
Partner with Thorne & Derrick
Partner with Thorne & Derrick for your next lighting upgrade. We provide technical expertise, site surveys, and reliable supply of Raytec hazardous area lighting.

About Raytec
Raytec is a global leader in LED lighting for hazardous areas, providing ATEX and IECEx-certified solutions designed for extreme industrial environments. Their explosion-proof luminaires ensure safety, reliability, and performance across oil & gas, chemical, and heavy industries.
With innovative technology, robust design, and global compliance, Raytec lighting is engineered to withstand harsh conditions while delivering optimal illumination and long-term efficiency. Learn more here.
ATEX Heated Storage Container
A turnkey hazardous area heating solution for safe chemical storage – from concept to completion
Thorne & Derrick delivered a fully bespoke ATEX certified heated storage container to a multinational biotechnology company, enhancing safe, compliant, and energy-efficient heated chemical storage in a hazardous environment. This complex and fully compliant solution replaced an outdated boiler system.
Background & Client Challenge
- Client: Multinational biotechnology firm operating in scientific research, healthcare, pharmaceutical, and laboratory equipment sectors
- Challenge: The client relied on an ageing exterior structure with radiators powered by a boiler system to heat chemical barrels and IBCs. Rising energy costs and structural deterioration necessitated a modern, compliant, and energy-efficient replacement
- Objective: Develop a solution for safe storage and heating of diverse temperature-sensitive chemicals, compliant with hazardous area regulations
Solution Development
Through proactive outreach, Thorne & Derrick engaged with the client, leading to a site visit to assess the situation. Recognising the client’s need for a modern electrical solution, Thorne & Derrick spearheaded the design and delivery of a fully bespoke heated storage container. Thorne & Derrick worked together with several supply chain partners to design and deliver a temperature controlled storage unit including the use of latest fan heater technology from EXHEAT.
The client required a container with a capacity of 48 barrels or 12 IBCs. The challenge was to provide a controlled heating solution that could heat up and maintain ambient temperatures as per the chemical manufacturers guidelines.
Compliance & Testing
A full Factory Acceptance Test (FAT) was conducted, with the client’s engineers attending site to inspect and sign off the solution prior to delivery. This ensured full satisfaction with the build quality, safety features, and operational readiness.
Technical Highlights
Product Focus
A critical component of the build, the EXHEAT LFH was selected as the only ATEX-certified fan heater on the market approved for use with rigid front and rear ducting. This unique design was essential in satisfying the client’s strict safety requirements for hazardous area operation. The LFH enabled safe, controlled warm air distribution within the container, while its robust, compact design and proven reliability made it the optimal choice for this application.
The heater has a built in safety features including an automatic over-temperature cut out. Additionally ambient temperature control for low and high temperature alarms was built into the control system. Further the system was designed for the fan to run constantly and ensure even air circulation and thermal consistency. To maximise space internally the heater was fitted to the rear of the container which also provided easy access for maintenance.

Close up of LFH Fan Heater by EXHEAT

LFH Fan Heater Fitted to Back of Bespoke Heated Cabinet

Bespoke Heated Cabinet – LFH Fan Heater
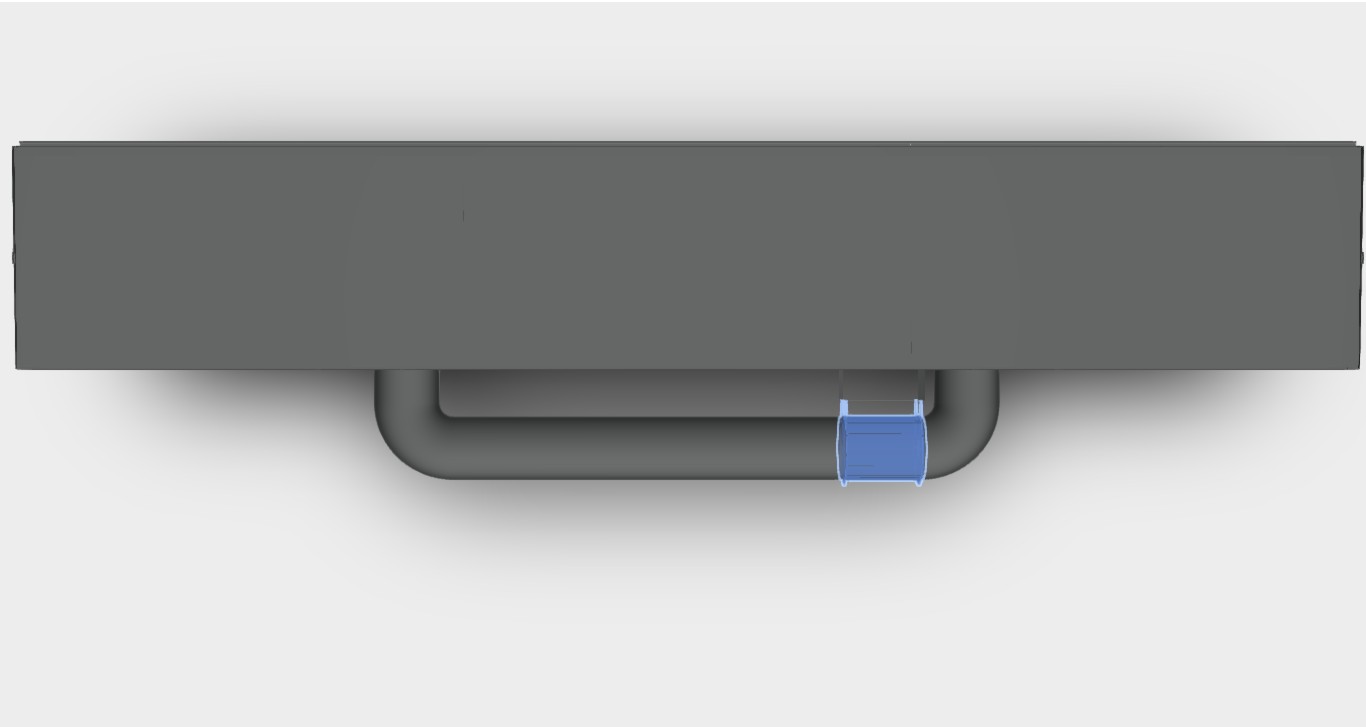
Aerial View of LFH Fan Heater

Aerial View of LFH Fan Heater

Alternative View of EXHEAT LFH Heater

Fully custom-built solution designed for hazardous area chemical storage. Features include ATEX-certified fan heater with rigid ducting, custom control panel, and optimised internal layout to store up to 48 barrels or 12 IBCs safely and efficiently.
Results & Benefits
- Fully compliant heated storage solution which meets hazardous area requirements
- Replaced outdated boiler system
- Delivered a safer and more energy-efficient solution
- Significant increase in chemical storage capacity
- Collaborative delivery through a trusted supply chain network
Project Snapshot
| Client |
Multinational Biotech Firm |
| Sector |
Pharmaceutical |
| Solution |
Bespoke ATEX Certified heated storage container |
| Heating System |
EXHEAT LFH fan heater |
| Capacity |
Up to 48 barrels or 12 IBCs |
| Timeline |
~12–16 weeks |
From Concept to Completion
What began as a conversation and a client idea was brought to life through engineering collaboration, application expertise, and a robust supply chain.
Conclusion
This project exemplifies Thorne & Derrick’s capabilities as solution sellers—taking a complex challenge from idea to installation, delivering compliance, safety, and operational excellence in hazardous area environments. From initial consultation to final commissioning, Thorne & Derrick is your trusted partner in EX-rated heating innovation.
Looking for a Bespoke EX-Rated Heating Solution?
Get in touch with our experts to learn how we can help. Whether you need to safely heat chemicals, prevent product freezing, or maintain critical temperatures in a hazardous area, Thorne & Derrick can deliver a fully compliant, end-to-end solution tailored to your operational needs.

Project Spotlight – Heated sample lines (Process Emission Control) – Dubai
Project: Sample Analytics Form (Process Emission Control)
Location: Dubai, UAE
Scope of Supply:
-
Engineering & Design (EP)
-
Procurement of Sample Analytic Lines for Emission Control and Monitoring
-
Supply of Heated Hoses with Series Heating Cable
-
Integrated temperature sensors for precise monitoring (up to 160°C)
-
Hazardous area-rated components with Ex-Control Systems
-
Power distribution boxes for controlled and reliable system operation
Application:
The heated sample line system was designed for critical emission control and monitoring applications in a hazardous environment. The solution ensured sample integrity through heated transfer lines, preventing condensation and enabling accurate gas analysis.
Technical Highlights:
-
Heated hoses designed for 160°C operating range
-
Ex-rated instrumentation for hazardous zones
-
Integrated temperature control and safety systems
-
Power distribution tailored for site-specific requirements
Year of Supply: 2019
Outcome:
The heated sample lines provided Petroleum Development Oman with a robust, safe, and compliant solution for emission control analytics, supporting environmental monitoring efforts in line with regional regulations and internal ESG goals.
Need A Trace Heating Solution?

With more than four decades of industry expertise, Thorne & Derrick are recognised leaders in delivering specialist trace heating solutions for a wide range of industrial applications. From hazardous zones and extreme climates to critical process control systems, we design bespoke solutions tailored to the specific needs of your operation.
Our services include comprehensive in-house heat loss analysis, system design, and technical specification, backed by a commitment to engineering excellence. Using only premium, market-leading heat trace cables and components, we provide cost-effective systems that enhance operational efficiency, minimise downtime, and support long-term project reliability—from initial concept through to full commissioning.

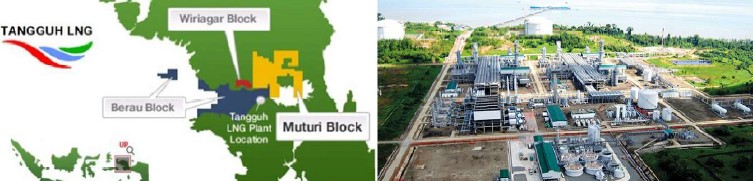
Project Spotlight – Heat Tracing Solutions for LNG Facilities

The Tangguh LNG Expansion Project in Papua, Indonesia, is a significant development aimed at increasing LNG production capacity. The CSTS consortium—comprising Chiyoda, Saipem, Tripatra, and SAE—was awarded the EPC contract for this large-scale project.
Project: Tangguh LNG Expansion Project
Natural Gas Distribution
Location: Papua, Indonesia
Scope of Supply
Eltherm was selected to deliver a comprehensive Electrical Heat Tracing (EHT) package. The scope included:
-
Engineering, Design & Material Supply
-
Electrical Process Heating Systems (EPS)
-
Explosion-Proof (Ex d) Panels
-
Monitoring & Control Systems
-
Supervision & Training
System Specifications
-
Total Heating Cable Supplied:
-
Total Heating Circuits: 602
-
Panels Supplied: Distribution Panels with integrated monitoring & control
Outcome
The EHT solution provided ensured reliable freeze protection and process temperature maintenance across the facility. By deploying a combination of self-regulating and mineral-insulated heating technologies, the system achieved high efficiency, safety, and long-term performance in challenging environmental conditions.
Need A Trace Heating Solution?
With more than four decades of industry expertise, Thorne & Derrick are recognised leaders in delivering specialist trace heating solutions for a wide range of industrial applications. From hazardous zones and extreme climates to critical process control systems, we design bespoke solutions tailored to the specific needs of your operation.
Our services include comprehensive in-house heat loss analysis, system design, and technical specification, backed by a commitment to engineering excellence. Using only premium, market-leading heat trace cables and components, we provide cost-effective systems that enhance operational efficiency, minimise downtime, and support long-term project reliability—from initial concept through to full commissioning.

Project Spotlight – Maintaining Process Temperatures Offshore: High-Temperature Heat Trace
Project: Rehabilitation of Fuel Gas Lines – Offshore Heating Solution
Application: Process Temperature Maintenance for Offshore Gas Pipelines
Location: Cairo, Egypt
Scope of Supply & Services:
-
Engineering, Procurement, and Design (EPD) of 1 km of high-temperature Self-Regulating Heating Cables (ELSR-H), designed for use in hazardous areas.
-
Local Ex-approved temperature controllers to maintain consistent process temperatures for fuel gas lines on offshore platform facilities.
-
Collaboration with a local contractor for on-site installation and commissioning.
This project supports the safe and efficient transport of fuel gas by ensuring reliable pipe temperature maintenance, even in extreme offshore environments using high-temperature heat trace. The solution provided aligns with the client’s operational safety requirements and energy efficiency targets.
Need A Trace Heating Solution?
With more than four decades of industry expertise, Thorne & Derrick are recognised leaders in delivering specialist trace heating solutions for a wide range of industrial applications. From hazardous zones and extreme climates to critical process control systems, we design bespoke solutions tailored to the specific needs of your operation.
Our services include comprehensive in-house heat loss analysis, system design, and technical specification, backed by a commitment to engineering excellence. Using only premium, market-leading heat trace cables and components, we provide cost-effective systems that enhance operational efficiency, minimise downtime, and support long-term project reliability—from initial concept through to full commissioning.



















