Via ASCO Numatics FASTSHIP and SAMEDAY Express Delivery Service we are able to deliver 2,000+ ASCO solenoid valves and valve operators from stock direct to you.
By Chris Dodds : estimated reading time 9 minutes
This article has been written to provide information and guidance on the problems and risks associated when using some types of alloys in sour gas environments and the selection and specification of ASCO solenoid valves.
The article focuses on selection of materials for solenoid valves in the Oil & Gas industry where sour gas environments are common due to the very nature of the processes involved in the extraction of natural gas and crude oil.
This article also provides information on the problems sour gas causes to equipment including hydrogen embrittlement and sulphide stress cracking.
We discuss NACE (National Association of Corrosion Engineers) and the standards that have been specifically written for the Oil & Gas industry.
Finally, a case study is included showing how ASCO Numatics have developed NACE compliant solenoid valves for flow control in harsh industrial and offshore environments.
ASCO solenoid valves are used for the fluid control of air, water, oil or gas normally consisting of an operator and valve body – the operator includes the coil, core, core tube, shading coil and spring. The solenoid valve body is made up of orifices where a disc, piston or diaphragm is positioned. When an electrical current passes through the solenoid valvea magnetic field is created which pulls the core into the open or closed position.
ASCO Solenoid Valves – Largest Range of Valves
What Is Sour Gas?
Simply, it is natural gas which contains hydrogen sulphide, H2S (the rotten egg smell).
To be precise, if the H2S concentration is >4PPM (parts per million) then natural gas is considered to be sour.
I should say at this point that different countries/agencies have different opinions on the thresholds of what defines sour gas. Hydrogen sulphide is extremely toxic and is also extremely corrosive to pipework and fluid handling equipment when in the presence of water. This type of corrosion is often referred to as Hydrogen Embrittlement.
I should say at this point, I am not a chemistry or physics teacher, nor do I confess to being an expert on this topic. There have been lots of papers written about hydrogen embrittlement and there is genuine confusion and disagreement between leading scientists regarding cause, diagnosis and prevention.
However, I will try to provide a basic overview. If there are any experts reading this, feel free to contribute your thoughts on this article. Perhaps, you can give our readers a better explanation and we can feature your contributions on a comment box below.
Hydrogen embrittlement is caused when hydrogen reacts with metals reducing their tensile strength resulting in a weaker structure. It does not affect all metals equally, with the most susceptible being high strength steels, aluminium and titanium alloys. To try and explain the process, hydrogen ions force their way into the grain boundaries of the alloy.
This reaction creates molecular hydrogen which effectively takes up more space between the grain boundaries and weakens the bonds between the grain. This reduces ductility, toughness and tensile strength to a point whereby the alloy cracks.
A major issue with this type of metal failure is that hydrogen embrittlement is difficult to identify. Cracks can be extremely small and only seen under a microscope.
However the end result is likely to be a sudden catastrophic failure. In the onshore and offshore oil and gas industry such failures can lead to major disasters.
Sudden Brittle Fractures In High Strength Steels Resulting From Hydrogen Embrittlement Represent A Dangerous Threat To Industry – not only are there the usual issues of cost such as warranty claims, but in cases of personal injury or property damage, liability points clearly and directly at the manufacturer
Video: Animation of Explosion at Tesoro’s Anacortes Refinery
An explosion and fire led to the fatal injury of seven employees when a nearly forty-year-old heat exchanger catastrophically failed on April 2, 2010 as a result of high temperature hydrogen attack.
This form of corrosion is slightly different to hydrogen embrittlement but the principals remain the same and the unfortunate accident emphasises why it is so important to minimise the risks of such catastrophic metal failures.
There are many manufacturing processes which can cause hydrogen embrittlement such as cathodic protection, electroplating, phosphating and pickling. In the oil and gas industry, particular concern is reactions between alloys, acids and chemicals which brings us nicely onto the topic of sulphide stress cracking.
Sulphide Stress Cracking
Sulphide stress cracking is a form of hydrogen embrittlement. Natural gas and crude oil often contain large amounts of hydrogen sulphide. A reaction between the alloys and hydrogen sulphide create metal sulphides and atomic hydrogen. Atomic hydrogen then either combines to make H2 at the surface of the metal or it diffuses into the metal.
This inevitably results in reduced ductility of the alloy and causes stress cracking.
In the oil and gas industry where sour gas environments are common place, the selection of materials for such environments is critical.
NACE MR0175/ISO 15156
NACE MR0175/ISO 15156 is an internationally recognised standard that details requirements and recommendations for selection of alloys.
I’m sure most people reading this will know who NACE are and what they do but for those who don’t:-
NACE was established in 1943 and its mission is to “protect people, assets and the environment from corrosion.” It has over 35,000 members and is recognised globally as the “premier authority for corrosion control solutions.”
NACE MR 0175 / ISO 15156 describes general principles and gives requirements and recommendations for the selection and qualification of metallic materials for service in equipment used in oil and gas production and in natural gas sweetening plants in H2S -containing environments, where the failure of such equipment could pose a risk to the health and safety of the public and personnel or to the environment.
It can be applied to help to avoid costly corrosion damage to the equipment itself – supplementing, but not replacing, the material requirements given in the appropriate design codes, standards or regulations.
Solenoid valves are widely used throughout the oil and gas industry.
Applications can include actuator piloting, compressor unloading, redundant control systems and utilities control. Conditions in upstream offshore environments can be extremely harsh as well as being certified as explosive atmospheres.
As already discussed, sour gas is a major problem in such environments meaning there is a requirement for hazardous area solenoid valves that are not only explosion proof but also highly resistant to corrosion.
ASCO Numatics are part of the Emerson group and are a global leader in the design and development of solenoid valves. ASCO were asked to develop a direct acting solenoid valve specifically for sour gas environments.
NACE compliance to prove suitability for sour gas (H2S) environment including solenoid enclosure internals
High efficiency; reliable operation at lower power levels
The brief may have been simple but ASCO spent a large amount of time, money and resource developing a solenoid valve to meet the above requirements.
ASCO WSCR327 Solenoid Valves
The Solution
T&D, Solenoid Valve Stockists
Firstly, the new solenoid valve is constructed of corrosion-resistant materials to meet NACE MRO175/ISO15156 standards.
All parts that may come into contact with sour gas are NACE compliant but furthermore, so too are the internal components which may be exposed to sour gas during installation and routine maintenance.
The solenoid valve can be supplied as a 3/2 direct operated solenoid in either ¼” or ½”.
Flow rates up to 1.8m3/h are possible and a non breathing design means contaminated air from the environment will not pass through the valve eliminating the potential for corrosion.
The valve is a member of the ASCO 327 solenoid valves range and is based on the principle of a balanced poppet type construction. It can be mounted in any orientation and is available with low powered solenoid operators (1.8w). The low power consumption helps to reduce the running costs and increase service life.
ASCO solenoid valves can also be supplied in explosion proof and intrinsically safe options and are also EXIDA & TUV certified (IEC 61508 Functional Safety) so can be used in safety applications up to SIL-3.
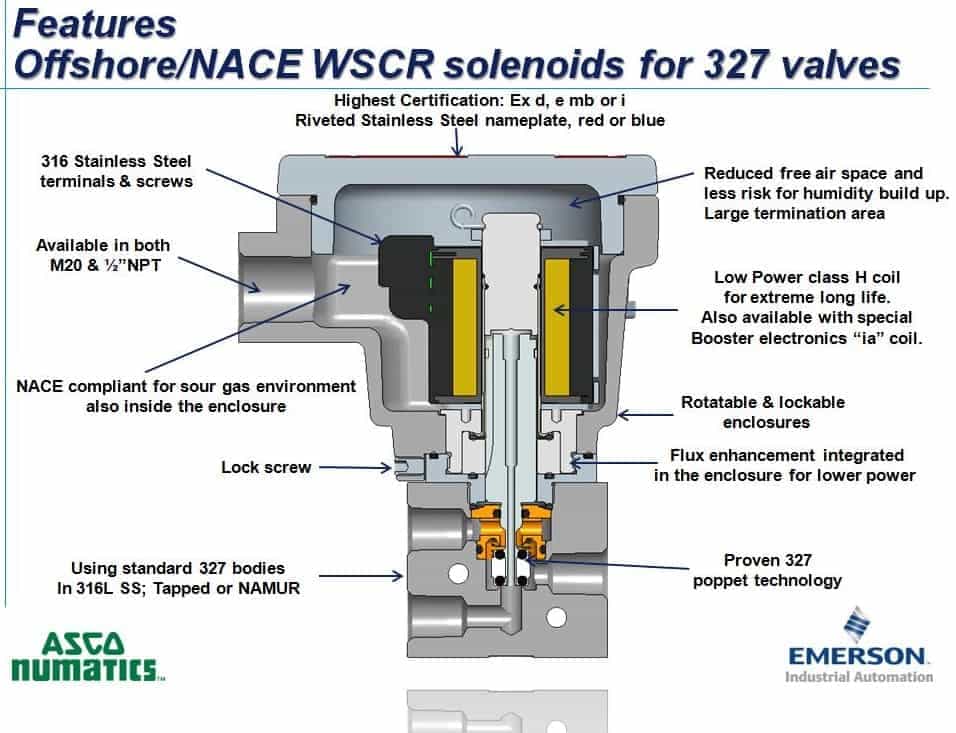
ASCO 327 Valves (Offshore/NACE) Design
ASCO WSCR solenoid valves have been tested for 50ppm sour gas concentration both externally and inside the solenoid housing.
ASCO Solenoid Valves – 327 Range Benefits
Corrosion resistant and NACE compliant valve for the ambient including the solenoid internals
Direct acting; functioning on very low electrical power without the need for piloting
Same solenoids for different ATEX/IECEx protection methods covering most common zones: Ex d – Ex emb – Ex ia
Compact, low weight with good connectivity
Latest ATEX/IECEx explosion safety classifications for highest safety
Low power consumption – minimum of 1.8 watt for Ex d & e mb and 0.5 watt for “ia
Suitable for safety systems; Exida certified; SIL 3 capable
T&D are an Authorised Distributor for ASCO Numatics and work in close partnership with their engineering team to help develop solenoid valves that meet our clients flow control requirements.
Our combined extensive knowledge of the oil and gas industry enables us to design value engineered solutions that meet strict industry guidelines.
ASCO solenoid valves are a quality and reliable solution that provide real benefits to installation engineers and end users throughout the whole lifecycle of the product – they are the most specified valves for critical and safety related applications.
Thorne & Derrick are inviting you to join LinkedIn’s fastest growing Discussion Group – Process & Hazardous Area Industries : Heat Tracing, Gas Detection, Fluid Control & Flow Measurement. News, projects, videos, promotions, whitepapers, jobs, webinars, press plus much more.
THORNE & DERRICK
Electrical & Process Instrumentation Equipment for Explosive Atmospheres
Thorne & Derrick are Specialist Distributors of Hazardous Area & Explosion Proof Equipment with IECEx & ATEX Certifications to the onshore and offshore oil, gas, petrochemicals and process industries.
We supply major UK and international infrastructure projects and also MRO (Maintenance, Repair, Operations) requirements for both planned and unplanned plant shutdowns – we react with a rapid response to customer demand to ensure downtime is minimised and reliable Power, Light & Heat is restored or provided.
Working closely with clients and our supply chain we can assess the condition and degradation of your hazardous area installations and implement specifications to manage the planned replacement of legacy equipment conformant with international classifications including ATEX and IECEx.
ASCO have developed the 212 series of solenoid valves to include 3/8” and 1” pipe sizes.
This ASCO solenoid valve range is specifically designed for use in commercial and industrial applications, such as in conditioning systems and water purification.
The ASCO 212 series of solenoid valves has the highest pressure (up to 150 psi) and highest temperature ratings (180°F) on the valve market.
The ASCO 212 solenoid valve series has NSF International Certification accredited by the Standard Council of Canada and ANSI: NSF 61 for
drinking water, NSF 169 (special purpose food equipment and devices) and NSF 372 (lead-free).
ASCO 212 solenoid valves are designed to meet the criteria for section 1417 of the Safe Drinking Water Act (SDWA).
ASCO Solenoid Valves 212 Series
Applications
The 212 series of ASCO solenoid valves are ideal for the following applications:
Food & Beverage – enables money to be saved and offers enhanced taste
Humidification – reduces scaling and dusting
Boilers – more energy efficient
Restaurants – improves steamer operations
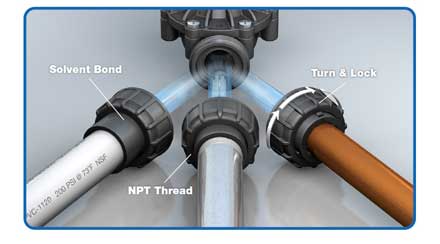
ASCO series 212 composite solenoid valves utilise the FasN Connection System providing reliable and secure connections.
Easy to install
Labour saving solenoid valve installation
Ability to vary connection types on a single valve
Solenoid valves compatible with copper, PEX and PVC pipe
ASCO Solenoid Valves 212
T&D are an Approved Distributor and Stockist for ASCO valves including the 212 composite valve series as well as other ranges of solenoid valves for safe and hazardous areas – this includesspool valves and operators.
ATEX Valves Certified For Hazardous Area Flow Control
ASCO 212 Series Composite Solenoid Valves
ASCO introduces the new 212 series composite valve – the 212 series composite valve is designed for use in water purification and water treatment applications, specifically within the membrane based filtration system application. The new ASCO 212 series composite valve is ideal for use in mid-size Reverse Osmosis Systems applications where lead free and NSF approved constructions are required. The ASCO 212 series composite valves are available in 3/8″, 1/2″, 3/4″, and 1″ pipe sizes.
ASCO 212 Composite Solenoid Valve
What Is Reverse Osmosis?
Reverse Osmosis is a water filtration process in which dissolved inorganic solids (such as salts) are removed from a solution (such as water) – this is accomplished by household water pressure pushing the tap water through a semi-permeable membrane.
Reverse Osmosis Flow Chart
Contact Us now for a quick quotation or click on request a quote and a member of our technical sales team will respond as soon as possible.
ASCO Solenoid Valves
ASCO Numatics, the world’s leading manufacturer of comprehensive fluid automation, flow control, and pneumatics solutions, has introduced the 212 Series of composite solenoid valves that incorporate the new FasN™ universal connection system. ASCO 212 Series valves have been designed specifically for water purification and conditioning systems in commercial and industrial applications.
ASCO Valve is the worldwide leader in high quality solenoid valves.
ASCO products are utilized on a wide array of applications to control the flow of air, gas, water, oil and steam.
Thorne & Derrick are inviting you to join LinkedIn’s fastest growing Discussion Group – Process & Hazardous Area Industries : Heat Tracing, Gas Detection, Fluid Control & Flow Measurement. News, projects, videos, promotions, whitepapers, jobs, webinars, press plus much more.
THORNE & DERRICK
Electrical & Process Instrumentation Equipment for Explosive Atmospheres
Thorne & Derrick are Specialist Distributors of Hazardous Area & Explosion Proof Equipment with IECEx & ATEX Certifications to the onshore and offshore oil, gas, petrochemicals and process industries.
We supply major UK and international infrastructure projects and also MRO (Maintenance, Repair, Operations) requirements for both planned and unplanned plant shutdowns – we react with a rapid response to customer demand to ensure downtime is minimised and reliable Power, Light & Heat is restored or provided.
Working closely with clients and our supply chain we can assess the condition and degradation of your hazardous area installations and implement specifications to manage the planned replacement of legacy equipment conformant with international classifications including ATEX and IECEx.
ASCO Solenoid Valves – Contact T&D For Sales, Specification & Supply of solenoid valves for industrial and hazardous area flow control.
By Chris Dodds : estimated reading time 5 minutes
ASCO Valves
A solenoid Valve Selection Guide
This Blog written with the support of ASCO is purposely designed to make it easier to select and order the right solenoid valve for your application from the world’s leading manufacturer of solenoid valves and air operated valves.
T&D are an ASCO Numatics Authorised Distribution Channel.
To assist in selecting the proper valve for your application, we recommend 2 approaches.
First, if you know the ASCO valve series that meets your specification, you can go directly to the appropriate page as listed in the Numerical Listing, or the Main Index:
ASCO Valves – Valve Selection by Alphanumerical System
If you do not know the ASCO solenoid valve series, please refer to the Condensed Listing, which provides an overview of key specifications for all General Service ASCO solenoid valves. This listing is organised by valve type and operation, then indexed by pipe size, flow factor and other vital specifications.
ASCO Valves – Valve Selection by Condensed Listing
If you are unable to locate the required solenoid valve in the Condensed Listing, refer to the individual valve series in the main ASCO catalogue for a more complete listing of types of valves available.
The Condensed Listing covers:
2-Way/2 Position Valves
3-Way/2 Position Valves
4-Way/2 or 3 Position Valves
ASCO Valves
THE Selection Process
In order to select an ASCO solenoid valve, you will need the following application information:
Temperature: Minimum and maximum fluid and ambient temperature (if unusual, contact technical support)
Voltage: Voltage and frequency to be used
ASCO Valves – 2000+ Products, Same Day Ship..
Once you have determined the above application information, the next steps can navigate you to the appropriate solenoid valve in the ASCO catalogue.
An ASCO solenoid valve selection example:
Turn to the Condensed Listing section relevant to the Valve Type and Operation required for example, 2-Way, Normally Closed valve.
Locate the family of ASCO valves corresponding to the Pipe Size of the valve desired for example, 1/8″ valve.
Select the applicable Media and relevant Pressure rating in the “Operating Pressure Differential” column for AC or DC, respectively for example, 300 psi for water, maximum AC. If the field of possible ASCO valves has not been narrowed to one valve at this point, the Cv Flow Factor, Orifice Size, Maximum Fluid Temperature or Watt Rating (power consumption) may then be used as additional deciding or filtering factors.
After the proper ASCO valve Catalogue Number has been identified, refer to the “Page No.” column to find more specifications on any given solenoid valve series, for example ASCO 8210 series.
Solenoid Valve Terminology
ASCO Solenoid Valves
Bleed-orifice or Bleed Hole
Small orifice or channel, most often located in the diaphragm or piston of pilot-operated solenoid valves, to allow the inlet flow to pressurize the top side of the diaphragm or piston.
Bonnet
Screwed plug or bolted cover on the valve body, on which the core tube with inner parts is fitted.
Coil
Electrical part of the solenoid valve consisting of a spool wound with insulated copper wire which creates a magnetic flux when energized.
Core
The soft-magnetic stainless steel part of the solenoid which is moved by magnetic forces (flux generated by the coil).
Core Spring
Spring which returns the core to the original position when the coil is de-energized.
Core Tube
Stainless steel tube, closed at one end, which isolates the media in the valve from the external solenoid parts.
Disc, Valve Disc
Sealing material on the core or disc-holder, which shuts off the seat orifice.
Disc-holder
Valve part, actuated by the core, in which a sealing disc is inserted.
Main Orifice
Principle passage between inlet and outlet of the valve.
ATEX & Hazardous Area Solenoid Valves
ATEX Solenoid Valves – T&D’s Sales Team specialise in the technical specification and supply of hazardous area solenoid valves and process instrumentation equipment.
ASCO Valves – Fast Ship
Call T&D Sales For ASCO Valves
Guaranteed same day shipment for over 2000 off today’s most popular ASCO valve products are now available – over 40,000 ASCO products can be shipped within 5 business days.
ASCO valves are manufactured in facilities certified to meet ISO international quality standards and are 100% tested.
World Class ASCO
T&D’s ASCO Sales Team is staffed by trained sales engineers qualified to verify that your selection is best for your application or to help with your selection of your solenoid valve requirements.
T&D can also help customise an ASCO valve to meet unique application requirements.
Thorne & Derrick are inviting you to join LinkedIn’s fastest growing Discussion Group – Process & Hazardous Area Industries : Heat Tracing, Gas Detection, Fluid Control & Flow Measurement. News, projects, videos, promotions, whitepapers, jobs, webinars, press plus much more.
THORNE & DERRICK
Electrical & Process Instrumentation Equipment for Explosive Atmospheres
Thorne & Derrick are Specialist Distributors of Hazardous Area & Explosion Proof Equipment with IECEx & ATEX Certifications to the onshore and offshore oil, gas, petrochemicals and process industries.
We supply major UK and international infrastructure projects and also MRO (Maintenance, Repair, Operations) requirements for both planned and unplanned plant shutdowns – we react with a rapid response to customer demand to ensure downtime is minimised and reliable Power, Light & Heat is restored or provided.
Working closely with clients and our supply chain we can assess the condition and degradation of your hazardous area installations and implement specifications to manage the planned replacement of legacy equipment conformant with international classifications including ATEX and IECEx.
Press Release Date: 02.04.2020 uploaded by Chris Dodds (T&D Sales + Marketing Manager) World’s First Fully Certified ATEX Doors Thorne & Derrick International, the Experts in Equipment for Explosive Atmospheres, today announce the signing of a Commercial Distribution Agreement...
Press Release Date: 04.07.2019 uploaded by Chris Dodds (T&D Sales + Marketing Manager) Category: Stockist Distributor Agreement Announcement Thorne & Derrick International announce that they have signed a Preferred Distributor Agreement with Raytec, the world leading manufacturer of LED...





















 NACE MR0175/ISO 15156
NACE MR0175/ISO 15156

 solenoid operators (1.8w). The low power consumption helps to reduce the running costs and increase service life.
solenoid operators (1.8w). The low power consumption helps to reduce the running costs and increase service life.