VISION is our monthly round-up of industry news, projects, videos, technical tips, training information, webinars and career opportunities from Thorne & Derrick. Take a moment to Follow Us on LinkedIn to receive future VISION.
Thorne & Derrick have been involved with a number of enquires for solenoid valves for a variety of applications. A client required a supply of valves suitable for the flow of hydrogen and deuterium along with ATEX certification. We supplied the customer with ASCO 262 2-Way Solenoid Valves suitable for flow media including aggressive liquids, inert gases and light oil.
ASCO solenoid valves (2-way, 3-way and 4-way type) control the critical flow of air, gas, water, oil and steam across all industries. Suitable for all commercial and industrial applications such as car wash systems, pumps, compressors, boilers, food processing and many others. ASCO valves improve reliability and performance of safety systems according to IEC 61508, IEC 61511 and Safety Integrity Levels (SIL).
The Next Generation Of Hazardous Area Light Fittings
Working with our UK manufacturer Raytec, we have continued to supply their exceptional range of hazardous area light fittings to our clients. The next generation of Raytec light fittings bring improved performance, durability and are suitable for use in Zones 1 & 2 with a range of lumen outputs and variants.
We have supplied a number of SPZ-WL168 4ft light fittings to a paint manufacturer whom required the fittings to be installed across various rooms. In light of the legislation to remove fluorescent lighting from the shelves in 2023, the client is in the process of upgrading all lighting from fluorescent to LED; to future proof their light fittings and ensure compliance.
Raytec Spartan Linear SPZ-WL168 Zone 2 Hazardous Area 7,048 Lumens
Many industrial paints are solvent-based, which can release solvent vapours, gas and dust into the air – creating a potentially explosive atmosphere with a need for risk minimising equipment. The risk of ignition of the solvent gas poses an instant threat to life in the facility, thus a safe, hazardous area approved, solution was needed.
Thorne & Derrick are experienced in the supply of compliant equipment to industrial paint applications – providing solutions including The “Bulldog” Portable Fan Heater to deliver the required heating to store rooms or paint mixing rooms. Read more about these applications below.
We are excited to announce that we now have a new team member on board with us! Dylan joined us in April looking very smart and ready to start – he is a keen young man who has hit the ground running in his first few weeks with us.
Dylan has come from a technical background which has helped him to settle well into his role along with some training from T&D and our supply chain. Focussing initially on hazardous area lighting, Dylan has learned about our fixed, temporary and portable ranges; expanding on his hazardous area knowledge. “I’ve found it really interesting to learn about hazardous areas and all of the different types of certification, and I’m looking forward to learning more.”
Dylan has chosen to study an apprenticeship to learn whilst starting his new career as a Sales Engineer with Thorne & Derrick. He felt an apprenticeship was ‘more beneficial than traditional study as it allows you to start your career at an earlier age while working towards a formal qualification.’ Dylan is just one of many young individuals to have come on board with T&D through an apprenticeship scheme.
We look forward to seeing Dylan excel in his role and become an integral member of the team.
Northern Skills Group
Thorne & Derrick are enthusiastic supporters of Apprenticeships and work closely with Northern Skills Group to recruit new and next generation staff into the business for integration into our future growth strategy.
The structured training programmes provided by Northern Skills Group give the Apprentice a chance to enter the workplace while working towards a recognised qualification – to gain, then develop the skills and knowledge needed to succeed in their chosen career in a competitive jobs market.
It’s a fact getting into employment earlier means there is increased potential for quick career progression.
Gaining work experience increases employability and strengthens their CV. This powerful combination of classroom learning and workplace experience nurtures a broader skill-set: developing people skills, problem solving skills and technical skills.
INDUSTRY EVENTs
Hazardex Swansea
Terry McDonald (Head of Sales for Hazardous Area Equipment) from Thorne & Derrick, with Andy Horsford from Wolf
We are delighted to have attended the ‘Hazardex In The Regions’ event at Swansea this month. Laura McCabe (Technical Sales Engineer) attended her first exhibition alongside Terry McDonald, where they showcased a range of equipment for hazardous areas including: the NEW Raytec Mid Power Flood, the EXHEAT MTH Heater and the PIR from SecurEx Technology.
Laura thoroughly enjoyed the event and has now signed up to attend the event in Ellesmere Port! “I found Hazardex really interesting and it was great to meet new people and chat with our supply chain. Being on the stand has helped me to build my confidence when talking about our products and I now can’t wait for the next one!”
Terry and Laura also tied in the event with a trip to our Bristol offices to catch up with the team. As Laura’s first visit to the new Bristol offices and warehouse, she was interested to see how orders are processed and the size of the warehouse which has a multi million pound stock holding.
T&D Hazardex stand setup, products from left to right: ATEX Ventilation Fan, Raytec Mid-Power Floodlight, Raytec Generation II Linear Light Fitting, SecurEx Maglock & PIR Motion Detector, Exheat FAW Heater, MFH Bulldog Portable Fan Heater and The Mini Tank Immersion Heater (front of the table).
FAKE PRODUCTS & CERTIFICATES – HOW BIG IS THE PROBLEM?
Thorne & Derrick are thrilled to announce that they will be exhibiting at the return of the one-day ‘Hazardex in the Regions’ events for 2022! On the back of exhibiting at HazardEx 2021 last year, Terry and the team will be showcasing a range of products that help to improve safety, increase reliability and optimise productivity in explosive atmospheres.
We can now also confirm that Terry McDonald will be delivering a conference paper at Ellesmere Port on the 18th May 2022.Thorne & Derrick over the years have listened closely to their customers and extensively researched the market to bring their clients fully compliant and correctly certified hazardous area solutions for the safe use in explosive atmospheres. Terry will discuss just how big of a problem fake product and certificates are in the industry.
About The Author:
Terry McDonald is Sales Manager at Thorne & Derrick and joined the company in 2005 as a graduate technical sales engineer. He has headed their Hazardous Area sales division since 2014. Terry has many years of experience working with Tier 1 and 2 COMAH sites in the UK, as well as clients around the world. He is a passionate supporter of innovation, sharing best practice & knowledge with the aim of improving safety & compliance within the industry. T&D recently won the Hazardex 2021 Best Customer Service award.
The NZT webinar took place this month, providing an introduction to the Net Zero Teesside (NZT) Power project, allowing attendees to learn more about the project’s contracting strategy and opportunities for the supply chain. There was also a Q&A session where members of the project team were able to answer questions.
T&D’s Natalie Lundie enjoyed attending the webinar, organised by NOF, to learn more about the project’s contracting strategy and opportunities for Thorne & Derrick as distributors. “The webinar was really interesting and it was great to see so many people participating. I look forward to learning more about Net Zero Teesside when the project develops further.”
Let’s Meet
Special thanks to Brian Connolly from SecurEx Technology for visiting our Chester-Le-Street office today, introducing a new product innovation to the team at Thorne & Derrick.
Further updates coming soon…
Thorne & Derrick distribute a range of ATEX certified security and access control solutions from SecurEx, including ATEX Maglocks, Door Contacts, Controllers and Sensors. SecurEx Technology Limited is a specialist security and safety solutions supplier for use in both safe and hazardous areas in Zones 1 & 2, Zones 21 & 22 typically with CE, ATEX, IECEx and/or UL certifications.
In The News
‘Major grain explosion’ at Peoria’s former ADM plant
Date: 11th May 2022 Location: Peoria, Illinois Plant: BioUrja plant
Peoria firefighters were called Wednesday evening to what the fire chief said was a ‘major grain explosion’ at the corn processing plant once owned by ADM.
Two people suffered smoke inhalation and will be treated at a local hospital, said Interim Fire Chief Shawn Sollberger. The chief said two 150 foot grain silos collapsed.
The plant is located on Edmund Street, near Southwest Washington Street. Last October, ADM sold the plant to BioUrja Group – an energy and agricultural commodity trading and supply group. 25 News has a crew on the scene.
Interim Fire Chief Shawn Sollberger says two silos are leaning, appearing close to collapse. There’s also a small fire in a third silo, causing concern about another explosion.
Credit: https://www.week.com/
UPDATE: As of Thursday morning (12th May), Peoria Firefighters and the Peoria Fire Department Hazardous Materials team are still on scene.
According to a press release from Peoria Battalion Chief Steve Rada, “Due to the severity of the incident, crews were unable to make entry to fully extinguish the fire. Fire crews are currently monitoring the situation from a distance due to structural issues as well as a high level of CO2 in the atmosphere.”
Rada emphasized these is no danger to the public; and, the estimated damages from this incident is over $2,000,000.
The cause of ‘major grain explosion’ remains under investigation.
Every industry has its own language, terms and acronyms. Below is a selection of the common terms in use in the Explosion industry today and how they are employed in current directives.
This month’s selections focus on the class/division system for hazardous area locations.
Hazardous locations per the Class/Division system are classified according to the Class, Division, and Group.
Class —The Class defines the general nature (or properties) of the hazardous material in the surrounding atmosphere which may or may not be in sufficient quantities.
Division—The Division defines the probability of the hazardous material being able to produce an explosive or ignitable mixture based upon its presence.
Group—The Group defines the type of hazardous material in the surrounding atmosphere. Groups A, B, C, and D are for gases (Class I only) while groups E, F, and G are for dusts and flyings (Class II or III).
Hazardous locations per the Zone system are classified according to its Zone which can be gas or dust. For gas atmospheres electrical equipment is further divided into Groups and Subgroups.
Zone—The Zone defines the probability of the hazardous material, gas or dust, being present in sufficient quantities to produce explosive or ignitable mixtures.
Group—Electrical equipment is divided into three groups: Group I, II & III
LEADERS IN ATEX INNOVATION TO THE HAZARDOUS AREA INDUSTRIES
Thorne & Derrick are leaders in the development and distribution of Product Innovations that deliver significant improvements to clients plant, people and operational safety in the explosive atmosphere industries.
Your proactive problem solvers experienced in succession planning for the replacement of obsolete, non-conformant and legacy equipment in hazardous areas.
Your first-choice provider of innovative and competitive solutions to ensure ATEX & IECEx Compliance for Hazardous Area Electrical, HVAC & Process Instrumentation Equipment to UK and international projects.
VISION is our monthly round-up of industry news, projects, videos, technical tips, training information, webinars and career opportunities from Thorne & Derrick. Take a moment to Follow Us on LinkedIn to receive future VISION.
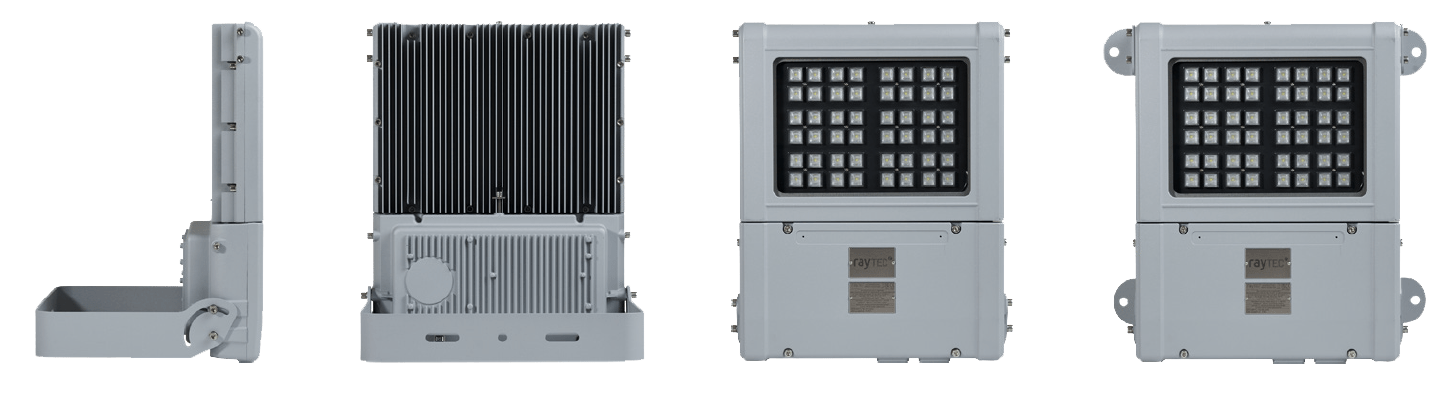
Raytec SPARTAN Mid Power Lighting Range | Available From Stock At T&D
Raytec SPARTAN Mid Power Lighting
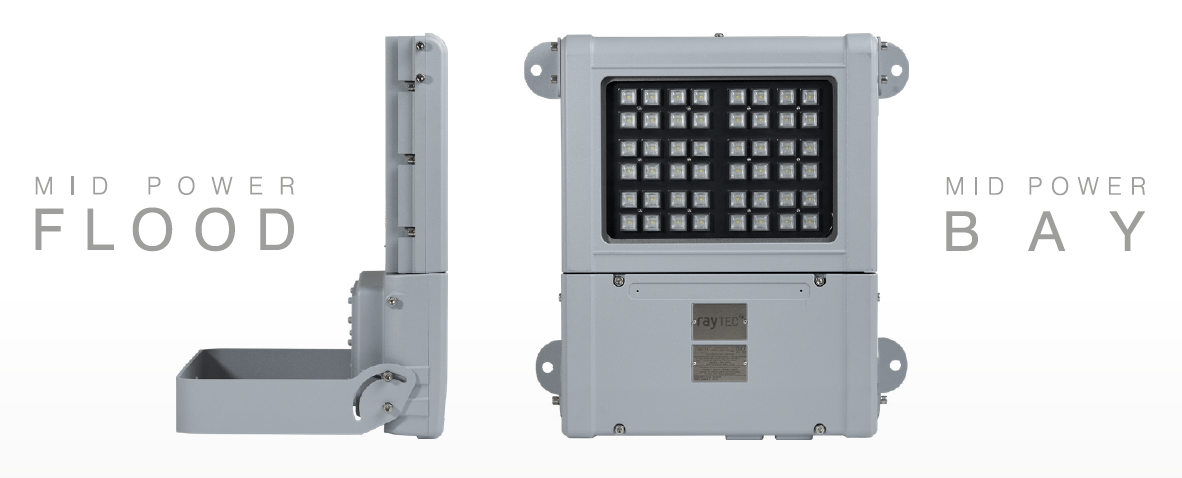
Following the release of the SPARTAN Linear Generation II, Raytec have announced the launch of the NEW mid-power flood and bay light fittings in 2022.
Available with dedicated Flood and Bay bracketry, the new Mid-Power luminaires provide users with great flexibility and are ideal for a wide range of applications. The SPARTAN Mid Power Flood and SPARTAN Mid Power Bay luminaires are fully certified for Zone 1/21 and Zone 2/22 hazardous areas, including ATEX, IECEx and UKCA.
The range is constructed using tough, marine grade aluminium designed to withstand even the most challenging conditions, and has been designed with maintenance in mind, featuring an innovative modular design to allow quick and easy on-site servicing.
WARRIOR Mid Power Flood and Bay are also available for heavy duty industrial applications, providing all the durability of the Ex variant for safe area applications.
Spartan Hazardous Area Mid Power Flood And Bay
Using Raytec’s field-proven, long-life LED technology, the SPARTAN Mid-Power Flood and Bay luminaires are fully certified for Zone 1/21 and Zone 2/22 hazardous areas. All SPARTAN luminaires come with an industry leading 5 year warranty.
The SPARTAN Mid Power Flood range is designed for new hazardous area installations or to directly replace traditional discharge light sources. SPARTAN Mid Power Flood features a unique modular design, where key components are easily accessible for straightforward maintenance and inspection. CoolXtrude™ thermal management technology ensures a lifetime of 10 years+ while providing a high lumen output.
The SPARTAN Mid Power Bay range is designed for high hazardous area installations that require powerful ceiling mounted White-Light illumination. Available with a range of beam patterns to effectively illuminate large open areas. The use of secondary optics means no loss of output on wider angles.
Choice Of Power Outputs &
Multiple Beam Angles
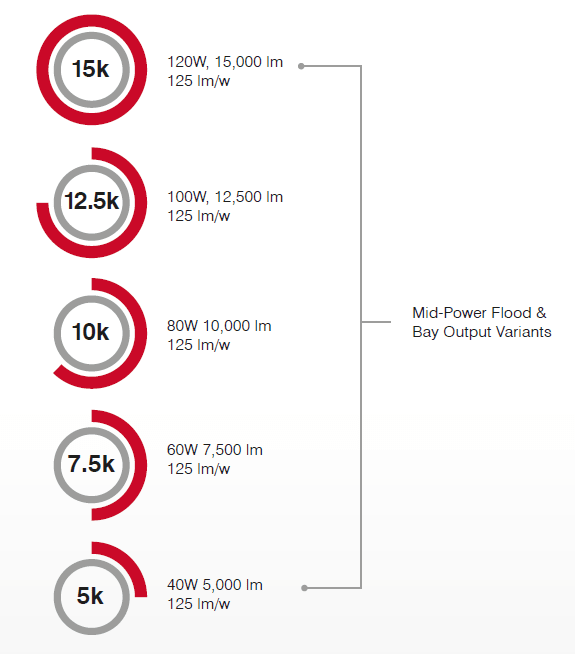
The new Mid-Power luminaires are available with a range of different beam angles to suit a wide range of applications. Crucially, they use secondary optics to ensure no loss of light output on wider beam angles. The lighting range is also available in a range of different outputs from 5,000lm up to 15,000lm.
The WARRIOR Mid-Power Flood and Bay are also available for heavy duty industrial applications, providing all the durability of the Ex variant for safe area applications.
Thorne & Derrick International, based in the UK, are Preferred Distributors and Stockists for the Raytec SPARTAN range of ATEX lighting using LED technology for the illumination of hazardous area locations and potentially explosive atmospheres.
Did you Know? Thorne & Derrick using latest software provide a FREE LIGHTING DESIGN SERVICE for the specification and supply of ATEX & IECEx Certified light fittings to provide safe and reliable lighting in explosive atmospheres and hazardous area locations.
SPARTAN is a full range of Ex LED luminaires and lighting approved for all ATEX and IEC Ex Zone 1 and Zone 2 hazardous area environments, including UL /CSA C1D2 installations. The hazardous area lighting products are designed for the most extreme environments – Flood, Linear, Bulkhead, Bay and Crane luminaires with emergency and industrial lighting versions are also available from Thorne & Derrick International.
LEADERS IN ATEX INNOVATION TO THE HAZARDOUS AREA INDUSTRIES
Thorne & Derrick are leaders in the development and distribution of Product Innovations that deliver significant improvements to clients plant, people and operational safety in the explosive atmosphere industries.
Your proactive problem solvers experienced in succession planning for the replacement of obsolete, non-conformant and legacy equipment in hazardous areas.
Your first-choice provider of innovative and competitive solutions to ensure ATEX & IECEx Compliance for Hazardous Area Electrical, HVAC & Process Instrumentation Equipment to UK and international projects.
A Quick Guide To Dust Explosion Data
Dust Explosion Data
Guest Article by Sigma HSE
Combustible dusts have the potential to present serious hazards across many process industries, in the form of flash fires or explosions. Many industries handle combustible dusts as their main product and still more generate combustible dusts as a by-product of a manufacturing process that uses combustible materials. Organisations must be aware of the dangers posed by dust (explosions).
Dust explosions occur because of a release of fine dust particles into the air (oxygen), which are then ignited by a source of ignition (hot surface, flame, or spark etc.). Dust explosions are a hazard in industrial and commercial settings where the presence of a flammable atmosphere and an effective source of ignition are present. Combustible dust and powders may include wood, agricultural products, metals, spices and pharmaceutical API’s and excipients.
➡ Thorne & Derrick, Experts in Equipment for Explosive Atmospheres, specify, design and supply safe products to guarantee Light, Heat, Power & Ventilation in potentially combustible dust atmospheres.
It is recommended that dust or powders be professionally tested before system designs are finalised or when looking to change aspects of a process. As potentially combustible dust and powders can gather in areas of a process where they may not be easily detected or easily accessible, organisations must take preventative action to maintain safety in the workplace. Proper housekeeping, risk assessments and ensuring that correct equipment and effective safety precautions are in place to prevent dust explosions are just a few examples of a thorough process safety strategy.
There are multiple parameters that can be used to characterise dust and powder combustibility. Kst and Pmax are two important measurements for characterising explosion severity, and an understanding of these measurements and their relationship with combustible dust safety will aid in the creation and maintenance of holistic process safety mitigation strategies.
What is combustible dust and what are dust explosions?
Before looking into Pmax and Kst as dust explosion characteristic values, we must first seek to understand what dust explosions are.
Dust in the work environment can be created when materials are:
Transported
Handled
Processed
Polished
Ground
Shaped
Abrasive blasted
Cut
Crushed
Mixed
Sifted
Screened (dry materials)
Many workplaces are at risk of generating or using a combustible dust.
Do you work with industrial processes or manufacturing applications where there is a risk of explosion due to the presence of combustible dusts?
If so, you should be aware of the legal requirement to use correctly certified Hazardous Area Electrical & Lighting Equipment which is appropriate for use in these potentially explosive dust atmospheres and environments.
Flash fires occur when a dust is lofted into a cloud and ignited. Dust explosions occur when combustible dust particles are lofted into a cloud and ignited in an enclosed space. When these particles are mixed with oxygen (air), combustible particles, and placed in contact with a source of ignition, rapid combustion occurs
A source of ignition can be described as an object, process or event that has the capability to ignite or transmit combustion. A few examples of sources of ignition could be a result of flame and hot surfaces, spontaneous ignition, friction, or electrostatic discharge.
Developing preventive safety measures to eliminate hazards associated with combustible dust starts with identifying combustible dust in the workplace. Although the technical definitions for combustible dust vary from country to country, having a basic understanding of what could be a combustible dust will help. We have listed a few descriptions below, but if you are unsure if your materials could be classified as a combustible dust, please get in contact.
The Occupational Safety and Health Administration (OSHA) in the United States defines combustible dust as ‘a solid material composed of distinct particles or pieces, regardless of size, shape, or chemical composition, which presents a fire or deflagration hazard when suspended in air or some other oxidizing medium over a range of concentrations.’
The National Fire Protection Agency (NFPA) (also in the United States) defines combustible dust as ‘a finely divided combustible particulate solid that presents a flash-fire hazard or explosion hazard when suspended in air or the process-specific oxidizing medium over a range of concentrations.’ This can be found in Standard 652-2019, The Fundamentals of Combustible Dust.
The Health and Safety Executive (HSE) in the United Kingdom state that “Quite generally, the advice applies to anything which can burn, and which exists in a fine powdered form, unless tests show that particular hazards are not present.”
Although most dusts/powders that may form as a cloud in the air which have the potential to explode, not all materials will do so. Controlling the hazard presented in handling combustible dusts requires a thorough understanding and data on the physical properties of each material, so it is recommended that all materials be professionally tested.
What is Pmax?
Pmax (a brief overview) – Maximum pressure, the greatest amount of pressure and maximum amount of damage that your dust can cause in an confined space.
Dust and powder particles transfer heat to adjoining particles creating a chain reaction during the combustion phase. Following this, and during the primary stages of an explosion, the heat and gasses produced by combustion can lead to an increase in pressure.
Pmax, therefore, provides data into the maximum achievable pressure that can be generated during a dust explosion. If a dust explosion begins in a closed vessel which is strong enough to contain the combustion phase, then the dust cloud will continue to burn until there is not enough fuel or air left.
Pmax is measured by dispersing a material in a 20-Litre spherical testing chamber whilst initiating ignition using a strong ignition source, such as a chemical ignitor. Data created via the 20-Litre demonstrates what the maximum explosion pressure would be under optimum concentration. The test is conducted by increasing the concentration of dust inside the closed chamber and measuring the pressure of the explosion until a maximum is reached.
A crucial factor to understand is that the Pmax measurement is usually independent of vessel sizes. So, when testing materials in a 20-Litre testing vessel, the same pressure will usually occur in similar real-world environment. The results of this test can be used to design deflagration containment, venting and suppression systems.
Maximum rate of pressure rise
(dP/dt) max – Maximum rate of pressure rise, before an explosion runs out of oxygen and fuel
The maximum rate of explosion pressure rise seeks to understand the result of combustion acceleration of the pressure inside a vessel and the rapid increase after an explosion has occurred. As the rate of pressure rise reduces after an explosion runs out of oxygen or fuel, the maximum rate of pressure rise analyses the point just before the explosion reduces. When looking at the test data via a graph, the maximum rate of pressure is the point at which an increasing gradient is at its highest.
The measured dP/dtmax is a function of the vessel size used in testing.
What is Kst?
Kst (a brief overview) = (dP/dt)max x V1/3 is a dust constant, therefore normalising maximum rate of pressure rise in a 1m cubic vessel. Kst is characteristic of the material not the test vessel size.
Although maximum explosion pressure can be independent of vessel size, the rate of explosion pressure is not. Therefore, the larger the volume of a vessel, the lower the maximum rate of pressure rise will be. Within Kst, there are specific categories from which powders can be grouped:
Kst Classes:
St0 0 bar.m.s-1 – Does not explode
St1 1 to 200 bar.m.s-1 – Weak explosion
St2 201 to 300 bar.m.s-1 – Strong explosion
St3 > 300 bar.m.s-1 – Very strong explosion
These categorised groups easily signal the level of explosion severity. A material that has zero risk will (therefore) be grouped as (Kst = 0) and will therefore be an St 0 dust. All other materials will therefore have an explosion hazard attached. Even though a higher Kst value demonstrates that a dust has a more ‘active’ danger than those associated with having a lower Kst, ‘Kst value strength’ should not be overlooked. In fact, many well-known dust explosions can be directly attributed to St 1 class dust groups.
An St 1 dust will generate enough power to cause a flash fire or explosion, which may result in the creation of a sequence of further damage to people, workplace, and the environment. Businesses must be aware of and should develop effective dust hazard mitigation strategies to prevent such accidents from occurring. This can be accomplished by testing dusts and powders to determine ‘Pmax’ and ‘Kst’ values to allow characterisation of the hazard risk of materials being handled.
If the Kst of dusts or powders is tested in a 20-Litre sphere laboratory test chamber, it would be possible to work out what the maximum rate of pressure rise would be for a process.
The Dust explosion severity test
All three of these parameters are generated form he explosion severity test. This test is conducted to determine the maximum pressure (Pmax), maximum rate of pressure rise (dP/dt)max and the dust constant Kst value of an ignited powder, dispersed in the air, as a dust cloud.
Working through a range of powder concentrations, a powder is dispersed into a 20L explosion vessel (sphere) using dry compressed air. These suspended dust clouds are then exposed to a large 10 kJ chemical ignition source and the following explosion monitored, measured, and recorded, using high accuracy piezoelectric transducers. Testing is conducted over a wide range of powder concentrations which enables flammability curves of Pmax, dP/dt & Kst to be generated, alongside peak values.
Data generated by the explosion severity test is predominantly used for either the design of explosion protection systems (venting, containment, or suppression) or to confirm if a material is appropriate for processes within an established explosion protection system.
At Sigma-HSE, we can complete the explosion severity test to the following standards: BS EN 14034 parts 1 & 2 / ASTM E1226. You can download our schedule of accreditation here.
How to use Kst and Pmax data
Organisations across multiple industries have their combustible dust and powders tested to ensure regulatory compliance and to guarantee that the equipment in their processes can be installed and/or modified to ensure safety and business continuity.
Effective Kst and Pmax testing data will support the creation of dust explosion hazard mitigation strategies. As risk levels can vary between processes, ongoing attentiveness, and effective management of change strategies are required to identify conditions in your plant that might cause a potential safety problem. Therefore, it is essential to ensure that your testing strategy and maintenance plans are consistently reviewed and kept up to date.
The impact of Kst and Pmax data
Kst and Pmax are powder characteristic data rather than ‘vessel-related’ data. Any facility or place of work that generates or handles dust should seek to test their materials and ensure that they have been categorised correctly. Data from explosivity testing should be used to aid in the design of or for upgrading existing dust collection systems, dust control processes or general processes that may involve dust.
In many countries, there are regulatory compliance laws for businesses that handle dust in their processes. Any UK site that manages a significant quantity of flammable gas, vapour, or combustible dusts or powders that have the potential to form an explosive atmosphere will fall under the Dangerous Substances and Explosive Atmospheres Regulations (DSEAR). In the US, owners or operators of facilities that handle combustible dusts, are required to comply with NFPA 652, Standard on the Fundamentals of Combustible Dust, and other industry-specific standards.
In order to develop effective mitigation strategies to prevent such dust hazard accidents or near misses from occurring, it is imperative to characterize materials that are handled in the process. Testing your dust to determine the Kst & Pmax values will validate the design of protection systems including proper housekeeping, spark detection, explosion venting, explosion suppression and explosion containment.
Dust Explosion Conclusion
Protecting your people, workplaces, business, and the environment depends on the awareness and maintenance of combustible dust and powder hazards across entire processes. A thorough understanding of how to manage or eliminate these dangers and avoid catastrophe is therefore required.
Sigma-HSE’s combustible dust and powder testing lab offer comprehensive standard and custom dust & powder testing packages to aid you in identifying these hazardous materials and their related risks.
Sigma-HSE are recognised experts in the fields of explosion severity testing. Our team of engineers and technical experts are on hand to discuss your requirements and will collaborate with you to provide actionable Pmax and Kst safety solutions that are both cost and time effective. Sigma-HSE’s accredited testing laboratory can undertake all required testing, according to the relevant standards with a quick turnaround service.
If you are unsure about any potential combustible dusts and how to mitigate related hazards at your facility, please get in touch with Sigma-HSE, as their team of global engineers and technical experts can work with you to provide actionable solutions to protect people, workplace, environment and your business.
ABOUT SIGMA-HSE (UK) LTD
Sigma-HSE was formed in 2012 in Winchester, UK. Our vision is to provide a single source of expert knowledge regarding process safety in the work environment. Our broad range of consultancy services include, ATEX/DSEAR Assessments, HAZID/HAZOP Studies, SIL/LOPA Assessments. We have the expertise to facilitate COMAH needs and to meet Process Safety Management requirements.
Sigma-HSE is a fast-growing organisation in the fields of health & safety and the environment, with bases in Europe, Asia and the Middle East, and have associated partnership in USA.
EXPERTS IN EQUIPMENT FOR EXPLOSIVE ATMOSPHERES
leaders in ATEX Innovation To The Hazardous Area Industries
Thorne & Derrick are leaders in the development and distribution of Product Innovations that deliver significant improvements to clients plant, people and operational safety in the explosive atmosphere industries.
Your proactive problem solvers experienced in succession planning for the replacement of obsolete, non-conformant and legacy equipment in hazardous areas.
Your first-choice provider of innovative and competitive solutions to ensure ATEX & IECEx Compliance for Hazardous Area Electrical, HVAC & Process Instrumentation Equipmentto UK and international projects.
Thorne & Derrick support the Northumberland National Park Mountain Rescue Team – A Voluntary Emergency Service.
The team is a registered charity who relies entirely on the generosity of the public and other organisations for donations and funding. Our primary responsibility is to provide a search and rescue service to the area covered by Northumbria Police. This vast area encompasses all of Northumberland and Tyne and Wear and is approximately five thousand square kilometres (three thousand square miles).
As a secondary responsibility the team can be called upon to assist neighbouring mountain rescue teams, in the North East region, during protracted or difficult incidents and the team can call upon these neighbours to give assistance during similar circumstances.
The team are available and can be called out 24 hours per day and 365 days per year. We are called out by the police and operate under their authority when a search and rescue incident occurs, and whilst called a mountain rescue team, we are often used by the police in lowland and even urban searches when our specialist skills are required.
Support Us
Your Rescue Team Needs You!
You may be wondering how you can help the team.
All team members are volunteers and give their time to train and to respond to call outs entirely without charge. Indeed, there is a considerable financial commitment made by each team member, who is responsible for the provision of most of their own equipment and all of their own travelling expenses.
In order to continue to provide the on-going 24/7 emergency cover, the team does rely on the generosity of the public, companies and organisations whose donations are essential in order to cover our running costs and replace out of date and worn out equipment.
What can you do?
Please follow the links to the How to Donate page and accept our heartfelt appreciation and thanks for your generosity.
Make an annual donation and become a supporter + find out details about exclusive supporter events.
You may decide you wish to join us in providing this vital emergency service, if so please go to the How to Join page for further details and again thanks for your interest.
You can also tell people about us, let them know about the work we do and encourage them to visit our website.
You can join our support team that provide invaluable support in raising awareness and funds for the team.
Please, also visit our Facebook page and ‘Like’ us and again please encourage your friends to do the same.
Press Release Date: 02.04.2020 uploaded by Chris Dodds (T&D Sales + Marketing Manager) World’s First Fully Certified ATEX Doors Thorne & Derrick International, the Experts in Equipment for Explosive Atmospheres, today announce the signing of a Commercial Distribution Agreement...
Press Release Date: 04.07.2019 uploaded by Chris Dodds (T&D Sales + Marketing Manager) Category: Stockist Distributor Agreement Announcement Thorne & Derrick International announce that they have signed a Preferred Distributor Agreement with Raytec, the world leading manufacturer of LED...




















 Laura thoroughly enjoyed the event and has now signed up to attend the event in Ellesmere Port! “I found Hazardex really interesting and it was great to meet new people and chat with our supply chain. Being on the stand has helped me to build my confidence when talking about our products and I now can’t wait for the next one!”
Laura thoroughly enjoyed the event and has now signed up to attend the event in Ellesmere Port! “I found Hazardex really interesting and it was great to meet new people and chat with our supply chain. Being on the stand has helped me to build my confidence when talking about our products and I now can’t wait for the next one!”










 Did you Know? Thorne & Derrick using latest software provide a
Did you Know? Thorne & Derrick using latest software provide a