Directives such as ATEX and IECEx provide internationally recognised standards for the installation and use of electrical equipment in potentially explosive hazardous areas.
This article specifically focuses on Electrical Heating Equipment and has been written for all people who have an interest in understanding best working practices for installing and maintaining electrical heaters in potentially explosive atmospheres.
The European Directive 94/9/EC is in place to ensure manufacturers of process and hazardous area heaters, such as EXHEAT, meet stringent guidelines and only when these guidelines are satisfied can a product be certified for use in explosive atmospheres.
However, it is just as important that the end user knows and understands their responsibility for the safe installation, use and maintenance of such equipment.
EXHEAT Heaters Typical Hazardous Area Heating Applications.
In the UK, DSEAR (Dangerous Substances and Explosive Atmospheres Regulations) are provided by the HSE for employers with the aim “to protect people from fire and explosion risks related to dangerous substances and potentially explosive atmospheres. DSEAR places duties on employers to protect people from risks to their safety from fires, explosions and similar events in the workplace.”
From the resultant investigation two main issues were raised. First, although the heater was certified for use in hazardous area, it was not suitable for the corrosive atmosphere it was being used in. Secondly, the duty holder did not have a comprehensive list of all such heaters in use and could not therefore carry out a routine planned inspection and maintenance program.
Pictured below are some common types of EXHEAT electrical heaters used for space heating and process heating in hazardous area locations and explosive atmospheres.
All such heaters should be installed, used and maintained strictly in accordance with manufacturers recommendations and under any conditions stipulated under its Ex certification.
Electrical Heating In Hazardous Areas With EXHEAT
EXHEAT FAW Air Warmers – commonly used for space heating in paint stores or small plant areas storing flammable materials.
EXHEAT FLR Radiators – a flameproof radiator used for space heating in explosive areas such as laboratories, firework factories and ammunition stores.
EXHEAT Immersion Heaters– used for frost protection or pre-heating of oils, water and process liquids.
EXHEAT HEF Enclosure Heaters – anti-condensation and space heater for small enclosures such as control & instrumentation cabinets.
EXHEAT In Line Heaters – for frost protection and pre-heating applications including fuel oil heating to ensure pumping viscosity.
In order to appreciate the risks of electrical heating in hazardous areas, let’s first take a brief look at some of the fundamentals for understanding hazardous areas. If you’re an expert in this area you may wish to skip the next couple of paragraphs.
What Is A Hazardous Area?
Fire Triangle
To be specific a hazardous area is defined as “an area in which the atmosphere contains, or may contain in sufficient quantities, flammable or explosive gases, dusts or vapours.”
In such an atmosphere a fire or explosion is possible when three basic conditions are met.
This is often referred to as the “hazardous area” or “combustion” triangle.
Hazardous areas are assessed and defined by:
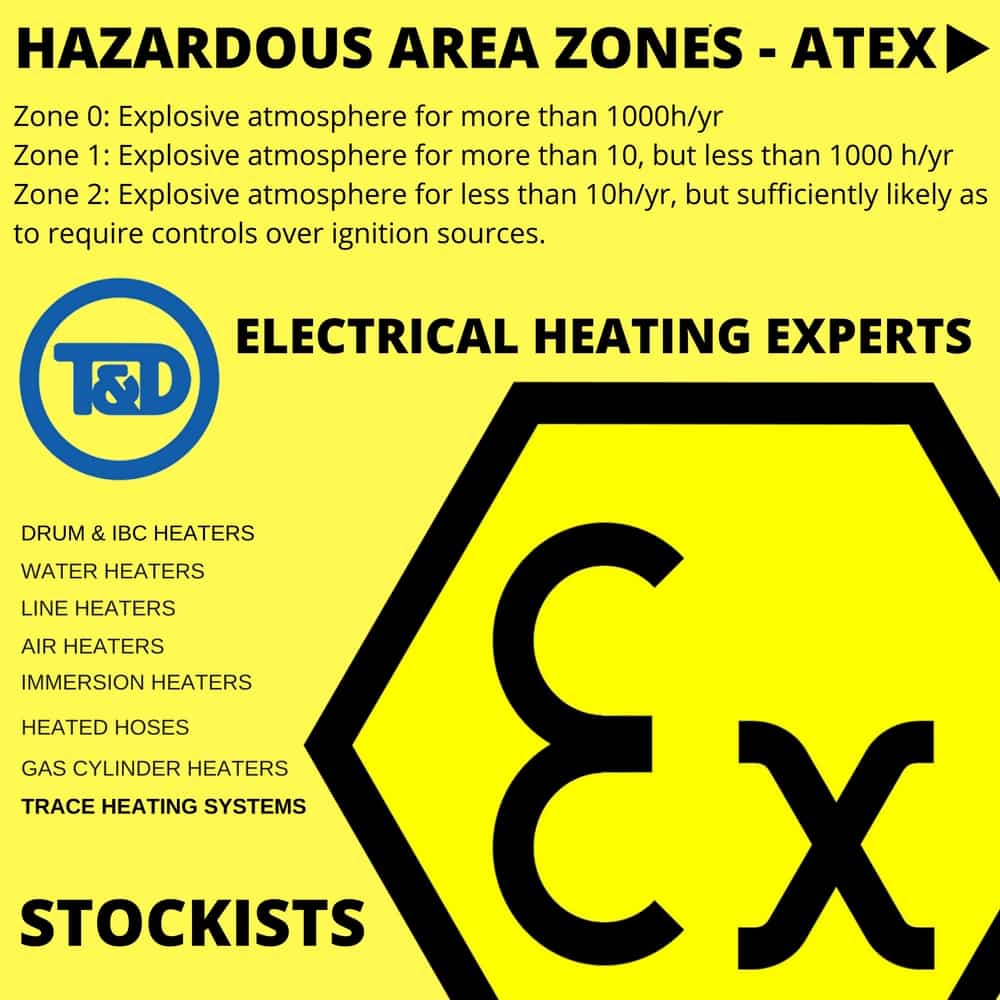
The types of hazard (gas, vapour, dust or fibre)
The likelihood that the hazard will be present in flammable concentrations (zoning)
Temperature Classification (Auto Ignition temperature)
There are many articles which go into great depth about hazardous areas, gas groups and zoning but I’ll skip past most of that and concentrate on Temperature Classification as this is particularly relevant to electrical heating equipment.
Temperature Classification (Auto Ignition Temperature)
To create an explosion you need fuel, oxygen and an ignition source. The ignition source is often thought of as a spark or flame. Obviously when using electrical equipment there is the risk of incendive arcs or sparks.
What also needs to be considered is the surface temperature of the equipment being used. All electrical equipment will give off some heat but the whole purpose of electrical heating equipment is to heat up and get HOT.
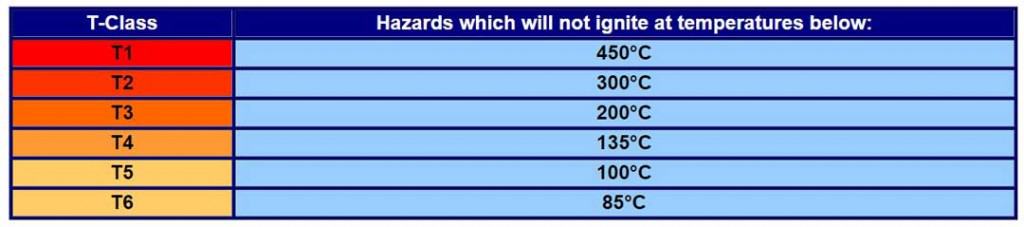
Hazardous Area Temperature (T) Classes
The T rating of an area refers to the temperature at which the flammable substance will auto ignite. See table above. For example, Acetylene has an auto ignition temperature of 300ºC and therefore the T classification for an area where Acetylene may pose a flammable risk would be T3 (Not T2, I’ll explain why in a moment).
This means electrical heating in hazardous areas should not be installed in that area unless it has a T classification of T3 or less.
T4, T5 & T6 would all be acceptable but T2 and T1 would not.
For example If you were to install a 30KW fan heater in such an area and the fan heater was rated T2, there is the potential for the fan heater surface temperature to reach 300ºC. Combine that with a flammable mixture of Acetylene and…. BANG.
Video – Acetylene Tanks Explode In Dallas Texas
Question
Could a T4 rated air heater be used in an area where Ethyle Nitrate is a flammable risk (the auto ignition temperature of Ethyle Nitrate is 90ºC)?
If you know the answer, you understand T-ratings, if you don’t, give T&D a call and we can assist.
Just because an electrical heater is rated T3, the user also needs to consider ambient temperature conditions. As with all hazardous area certified equipment, heaters are certified under certain conditions.
For example, an EXHEAT FWDT-T3 is rated at T3 but the equipment is only permitted for use in ambient conditions of 60ºC<Tamb<+40ºC (see certificate example). If the electrical heater is used in ambient conditions above the limit, there is a risk that the surface temperature will exceed 200ºC (T3).
Another risk is that any safety components (for example over temperature cut-out) may fail to operate if exposed to temperatures above or below the safe working range.
EXHEAT FWDT-T3 ATEX Certificate – Sample
EXHEAT FWD-T Flameproof Air Warmers – certified hazardous areas where the potentially explosive atmosphere is classified as a Zone 1 or 2 (IIA, IIB, IIC) gas group, or a Zone 21 or 22 (IIIA, IIIB, IIIC) dust group. If in about, call T&D.
Installation & Maintenance Of Ex Electric Heaters
Useful Information
Electrical heating in hazardous areas should only be used for its intended purpose and as per manufacturer’s instructions. Sometimes, EX certified products have conditions stipulated for their safe use. An X on the certificate number references this.
It is the duty holders’ responsibility to ensure these special conditions are taken into consideration. For example, an immersion heater may require to be fully immersed at all times during operation. In order for a duty holder to guarantee this, they would need to consider installation of low level monitoring in the tank to ensure the heater remained switched off if it was not fully immersed.
Installation Of Electric Heaters In Hazardous Areas
Inspection of heaters should be carried out on receipt of goods to ensure no damage has occurred during transit.
Before installation, insulation resistance tests should be carried out on the heating elements and the IR reading should be above acceptable value as stipulated by the manufacturer. This value will be clearly stated in the O&M literature.
Insulation Readings
💡 TIP – low insulation readings (IR) are often due to moisture in the enclosure terminal or in the heating elements. Silica gel packs can be used to draw out any moisture and the IR test should be repeated after 24hrs.
Electrical heating in hazardous areas should only be installed in the orientation intended. For example, horizontal immersion heaters should not be installed vertically. We have seen examples of clients mounting heaters, such as the FWDT, vertically as space did not permit horizontal mounting.
Space heaters should never be covered and airflow should not be restricted as it could prevent natural convection. Ambient temperatures should never exceed the safe working temperatures stipulated by the manufacturer.
Maintenance of Electric Heaters
Ensure the risk of flammable atmosphere is removed before any maintenance work is carried out. Electrical heating equipment where elements are exposed (space heaters) should be regularly checked for accumulation of dust which should always be removed.
Equipment should always be fully isolated before any work commences.
Only Manufacturers parts should be used for any repairs. Use of non-approved parts would invalidate any EX hazardous area certification.
Inspections should be routinely carried out 3 monthly, 6 monthly and annually. Manufacturers O&M manual will provide the necessary checks which should be carried out at each inspection.
For detailed guidelines on inspection and maintenance of electrical apparatus in explosive atmospheres, please refer to IEC/EN 60079-17.
IEC 60079-17:2013 applies to users and covers factors directly related to the inspection and maintenance of electrical installations within hazardous areas only, where the hazard may be caused by flammable gases, vapours, mists, dusts, fibres or flyings.
How Can We Help?
For equipment sales and specification guidance about electrical heating in hazardous areas please contact T&D.
T&D are Process & Hazardous Area Heating experts with over 30 years’ experience serving petrochemical, oil and gas, utilities, food and beverage and pharmaceuticals.
Working in partnership with EXHEAT, we are able to offer a full range of electrical heating equipment which is certified for use in explosive atmospheres – this includes immersion heaters, air/space heaters, fan heaters, line heaters, water heaters, oil heaters and drum heaters.
Together we take our design responsibility seriously and help to provide our clients with the necessary information to ensure electrical heating in hazardous areas is safe, reliable and conforming to the required classifications.
Invitation – network, engage, promote
Thorne & Derrick are inviting you to join LinkedIn’s fastest growing Discussion Group – Process & Hazardous Area Industries : Heat Tracing, Gas Detection, Fluid Control & Flow Measurement. News, projects, videos, promotions, whitepapers, jobs, webinars, press plus much more.
ABOUT US
Thorne & Derrick International are your single-source supplier of Electrical, Mechanical, Process & Instrumentation Equipment. T&D provide an outstanding service to UK and international customers – we are highly customer responsive and absolutely committed to providing a world-class service.
T&D supply utilities, power, renewable energy, construction, rail, manufacturing, food/beverage, mining, oil, gas and petrochemical industries – distributing 100,000+ products from 100+ manufacturers from multi-million pound stocks. Since 1985 we have established a solid reputation based on service, integrity and trust.
Patol Infra Red Flame Detector
By Chris Dodds : estimated reading time 5 minutes
T&D thank Steve Wilder of Patol for this Guest Blog contribution on the benefits of installing Patol 5610 Conveyor Fire Sensor Detectors to prevent fires and plant downtime.
Conveyor Fire Detection With Patol 5610 Infrared Flame Sensor
Detect Heat & Fire
There are thousands of conveyor systems all around the globe, all needing a specialist heat and fire detection system capable of stopping any product at the combustion stage from getting further into any plant, holding hoppers, blending/crushing areas or causing damage to the belt itself.
Many products including biomass, black and brown coal, industrial confetti with Energy From Waste plants (EFW), recycling products and even sulphur are extremely combustible.
Patol has an ATEX IECEx approved 5610 transit infrared sensor (Part No: 722-010) which is a perfect solution for industrial and hazardous area flame detection.
Patol 5610 Heat Sensor – ATEX Flame Sensor
The flame sensor is ATEX certified to Ex d iiC T5 Gb Ex tb iiiC T95C Db – suitable for hazardous area location installation.
Employing solar blind infra-red technology with a wide frequency of 5-14 micro metres will detect anything above 100° Celsius set at the most sensitive of 4 settings in a 250mm square area or 400° Celsius in a 50mm area, way before spark or ember point.
The fire detection system is perfectly suitable for hazardous areas and dusty environments using 10mm inlet compressed air at 2.5-10 pounds per square inch (PSI) in order to keep the lens clean. A water trap after the compressor should be considered to make sure any moisture in the system is not transferred across the lens.
Patol 5610 Infrared Flame Sensor
Product System Setup
Patol Flame Sensors Monitoring Cross Section
A typical installation would be 1 metre above the conveyor close to a 30 degree angle, 5 metres after the start of the loading end of each conveyor system. Consideration should be taken into account every 100m, transfer towers or after inlets for each sensor.
Conveyor speeds from 0.5-6 metres per second and can be powered by 20-30 Vdc supply in relay mode or low power operation from a trigger circuit addressable loop system.
A recent live test was initiated at the commissioning stage with a Power Station’s Lead Maintenance staff using a roasting tray full of wood pellets (biomass), scorching them to 100° Celsius. The Engineer then added a cold layer of pellets to perform a mock buried heat test.
Relays can be connected to enable the conveyor to stop in the event of a fire outbreak on the conveyor. A fire extinguishing panel could be connected to operate a mist or sprinkler deluge system at the activation point determined by the weight of the product, speed of the conveyor and momentum.
If this system is not put in place, a lack of housekeeping and wash down can result in the entire conveyor housing going up in flames in seconds. A regular maintenance schedule should be arranged to confirm that correct pressure PSI from the regulator is connected to the compressor, the lens is clean and the system is tested with a heat platen or test wand (Patol 721-002) after isolation to the control room.
This will be required to make sure a positive air pressure around the unit’s solar blind sensor window is present. This is a continuous airflow out of the optical visor which essentially stops any dust settling.
Patol also produce a stainless steel 5712 infrared transit flame sensor version perfect for the food processing industry and hygiene applications which includes the sensor head, a 5020 controller and multi core cable. The lens employs an air knife using a compressed air 10mm inlet to again keep the lens clean – applications include pop corn, Doritos, Corn Flakes, etc.
Using a different spectral narrow frequency of 4.2-4.7 micro metres which will enable the Patol 5712 flame sensor to alarm at a higher temperature. For example at flame/ember point with the product already hot after exiting the oven.
A polycarbonate flame sensor is also available, Patol 5410 which includes the sensor head, an air purge blower and 2 metre section of air hose. This would be a suitable for non-hazardous applications when compressed air is not readily available – contact T&D for hazardous area flame sensors.
In this case regular checks should be made to change or wash the filter attached to the blower. Clean air should be transferred in a PVC pipe to the blower from a clean air source.
In the event of a static heat or fire condition Linear Heat Detection Cable (LHDC) should be installed either side of the conveyor using knock-on clips at every 1 metre roller frame brace and/or above using a catenery wire. If the conveyor has stopped and a problem has occurred with stuck rollers any smouldering product could cause damage.
Patol 5710 Flame Transit Sensor – pictured here in a closed biomass conveyor demonstrating excellent service operability in dust, harsh and hazardous workplace locations (ATEX Certified).
ATEX Certified – Patol 5000 Series Heat & Flame Transit Sensors For Coal Conveyors.
Patol Fire & Heat Detection Cables (Digital, Analogue, or Fiber Optic)
Patol 5610 InfraRed Transit Heat Sensor
Correlation Between Temperature & ‘Hot Spot’ Anomalies
Patol Flame Sensor Sensitivity Settings & Area Monitored
Optional monitoring can also be installed using distance location or 4-20mA output to a scada system in the main control room of any plant. A consideration should be taken into account for mechanical protection with Patol stainless steel braid (order code 700-071/091). The rest of a typical system included an end-of-line termination box housing the resistor or an optional fire/fault test switch end of line.
Patol’s fire detection solution is essential at keeping property damage and insurance premiums to a minimum – not to mention how much plants can lose during downtime.
Patol IR Infra Red Transit Heat & Flame Sensors – Food Production
Flame, Heat, Gas Detectors & Detection Systems
Hazardous area industries including offshore oil/gas platforms and FPSOs, onshore oil refineries, processing plants, pipelines, storage farms and LPG/LNG plants all utilise or produce a wide range of hazardous flammable liquids and gases that can be detected using correctly specified flame and gas detectors.
Detecting toxic and flammable gases requires the detectors to be classified and certified according to the specific IECEx or ATEX standard – we distribute flame and fire detectors manufactured by Spectrex to operate in the harshest environmental conditions including self-contained stand-alone devices designed for direct connection to control and alarm systems or automatic fire extinguishing systems.
Our range of Hazardous Area Fire & Gas Detection Systemproducts also includes Explosion Proof Warning Systems & Hazardous Area Lighting – comprehensive range of intrinsically safe, flameproof and explosion proof alarm sounders, sirens, bells and horns, loudspeakers and beacons.
Follow our Showcase Page on LinkedIn to receive hazardous area product innovations, industry news, whitepapers, videos, technical tips and training webinars for professionals involved in the explosive atmosphere industries.
Hazardous Area Valves With ATEX Certification
By Chris Dodds : estimated reading time 3 minutes
ATEX Solenoid Valves
For Hazardous Areas
uploaded by Chris Dodds - Sales & Marketing Manager (Thorne & Derrick)
Thorne & Derrick are an ASCO Numatics Authorised Distribution Channel and suppliers of ASCO Solenoid Valves to the oil, gas, chemical and process industries – this includes the most extensive range of hazardous area solenoid valves for all Zone, Class & Division with ATEX and IECEx certifications
T&D are pleased to present the new ASCO Hazardous Area Location Solutions Catalogue : the publication assists, informs and supports the specification and selection of the correct solenoid valve with ATEX certification for hazardous area locations and process industry applications, including Ex d flameproof valves andexplosion proof solenoid operators.
What is ATEX?
“ATEX” is an acronym for “ATmosphere EXplosive” i.e. explosive atmosphere. An explosive atmosphere is a mixture of flammable gases, vapours, mists or dusts with air, under specific atmospheric conditions in which, after ignition has occured, combustion propagates to the flammable mixture.
In order for a potentially explosive atmosphere to form, the flammable substances must be present in a certain concentration. If the concentration is too low (lean mixture) or too high (rich mixture), no explosion occurs: instead there is just a slow combustion reaction or no reaction at all.
To summarise, the explosion can occur only in the presence of an ignition source and when the concentration is within the explosive range of substances i.e. between the lower explosive limit (LEL) and upper explosive limit (UEL). The explosive limits depend on the ambient pressure and the percentage of oxygen in the air.
ATEX Directives
The European Union has implemented two harmonized hazardous area directives, known as ATEX 94/9/EC (also ATEX 100a, which, as of April 2016, will be replaced by the new directive 2014/34/UE and ATEX 99/92/EC (also ATEX 137).
ASCO manufacture globally approved three-way and four-way solenoid valves for a wide variety of process applications in hazardous areas or potentially explosive environments. The majority of the valves included in the catalogue are part of the ASCO Express Shipping Program and can be shipped by T&D within five days or less.
Hazardous area solenoid valves from ASCO include : EX Proof, Intrinsically Safe, Non-Incendive Field Wiring and Harsh Environment valves with UL, CSA, FM, ATEX, IECEx, NEPSI and TR CU approvals.
T&D – The Specialist Supplier of ASCO ATEX Solenoid Valves
ASCO Valves for Hazardous Areas
ASCO Valves – Stainless steel spool valves for hazardous area oil and gas projects
Fluid automation equipment must operate flawlessly in hazardous areas and explosive environments. Solenoid-operated valves from ASCO are essential flow control components in these challenging applications. Solenoid valves must comply with the strictest safety regulations while staying up and running, cycle after cycle, year after year.
ASCO offers the world’s most comprehensive family of ATEX solenoid valves that hold approval from the leading global hazardous area certification agencies – UL, CSA, FM, ATEX, and IECEx.
In addition, ASCO valves are inspected and certified to ATEX in Europe, NEPSI in China, INMETRO in Brazil, and TR CU in Russia.
ASCO users can specify highly reliable ASCO valves in their designs and be assured they are approved for use in dangerous conditions — anywhere in the world.
ASCO Hazardous Area Solenoid Valves – ATEX • CSA • FM • UL • IECEx • INMETRO • TR CU
Solenoid Valves : International Hazardous Area Classifications
ATEX – Definition of a Location Where A Potentially Explosive Atmosphere May Occur
ATEX Certified Valves
The hazardous area classification of an installation into distinct zones has two objectives (according to ATEX 1999/92/EC) : –
To define the categories of equipment, including solenoid valves, used in the zones indicated, provided they are suitable for gases, vapours or mists and/or dusts.
To classify hazardous places into zones to prevent ignition sources and be able to select the correct electrical and non-electrical equipment accordingly. The zones are defined on the basis of the occurrence of explosive gaseous or dusty atmospheres.
Consult T&D Technical Sales Engineers for specification support in determining the correct ATEX solenoid valves.
For expert technical support in Hazardous Area Valve selection, just call T&D.
ASCO Valves – History & Future Innovation
Age builds trust.
ASCO, in 1888 started out manufacturing elevator, compressor and generator controls.
In 1910 ASCO became the first company to develop and manufacture a new electrically operated control device known as the solenoid valve.
Since then, ASCO have pioneered and patented many designs of ATEX solenoid valves for flow control in hazardous areas – a track record that extends back decades but continues to innovate in the field of flow control today.
ASCO offers hundreds of solenoid valve constructions, many with ATEX certification and various global approvals that can be exported worldwide.
ASCO solenoid valves are famous for their robust operator heads and extended service lives – the valves are ideal for the mission-critical demands of power generation, chemical processing, oil, gas, and refining applications, plus general machinery, wellhead control, mining equipment and measuring and controlling devices.
Hazardous Area ATEX Solenoid Valves
ASCO 551
ASCO 551 solenoid valves are primarily used for valve piloting applications. The pilot exhaust is collected in the main valve exhaust for dust and water protection. Valve actuator and pilot valve are isolated from the main environment.
All T&D Sales Engineers hold CompEx Certificates (Hazardous Awareness Course EX F) and undertake advanced and ongoing technical training with suppliers – we can be safely trusted to specify and supply Electrical, Mechanical, Process & Instrumentation Equipment for use in hazardous areas and explosive atmospheres.
The CompEx Scheme is now the global solution for validating core competency of employees and contract staff of major users in the gas, oil & chemical sectors, both with offshore and onshore activities – designed and developed by industry for industry.
T&D UK & International: Project Suppliers To The Onshore & Offshore Oil, Gas, Petrochem & Hazardous Area Industries.
Invitation – network, engage, promote
Thorne & Derrick are inviting you to join LinkedIn’s fastest growing Discussion Group – Process & Hazardous Area Industries : Heat Tracing, Gas Detection, Fluid Control & Flow Measurement. News, projects, videos, promotions, whitepapers, jobs, webinars, press plus much more.
THORNE & DERRICK
Electrical & Process Instrumentation Equipment for Explosive Atmospheres
Thorne & Derrick are Specialist Distributors of Hazardous Area & Explosion Proof Equipment with IECEx & ATEX Certifications to the onshore and offshore oil, gas, petrochemicals and process industries.
We supply major UK and international infrastructure projects and also MRO (Maintenance, Repair, Operations) requirements for both planned and unplanned plant shutdowns – we react with a rapid response to customer demand to ensure downtime is minimised and reliable Power, Light & Heat is restored or provided.
Working closely with clients and our supply chain we can assess the condition and degradation of your hazardous area installations and implement specifications to manage the planned replacement of legacy equipment conformant with international classifications including ATEX and IECEx.
Press Release Date: 02.04.2020 uploaded by Chris Dodds (T&D Sales + Marketing Manager) World’s First Fully Certified ATEX Doors Thorne & Derrick International, the Experts in Equipment for Explosive Atmospheres, today announce the signing of a Commercial Distribution Agreement...
Press Release Date: 04.07.2019 uploaded by Chris Dodds (T&D Sales + Marketing Manager) Category: Stockist Distributor Agreement Announcement Thorne & Derrick International announce that they have signed a Preferred Distributor Agreement with Raytec, the world leading manufacturer of LED...