The Crowcon XgardIQ is the next generation of fixed gas detectors from Crowcon and has been manufactured to enhance site safety and minimise the time workers must spend in hazardous areas exposed to harmful gases.
The fixed gas detector is versatile, compatible with Crowcon’s full range of sensor technologies and is available fitted with a variety of flammable, toxic or oxygen gas sensors.
Andy Avenell, Senior Business development manager at Crowcon, said while explaining the product development;
“We spend a significant amount of time talking to engineers and operators in oil and gas facilities, petrochemical and chemical plants and other high risk areas. The experiences and insight gained from such sites has been instrumental in the specification development of Crowcon XgardIQ.”
When lives and real estate are at stake, the Crowcon XgardIQ provides reliable notification system of the presence of harmful, explosive and flammable gases. This minimises the amount of time that a worker must spend in a hazardous area.
Crowcon XgardIQ Fixed Gas Detector
Product Introduction
Hot Swappable Sensors
The XgardIQ minimises the amount of time spent between swapping sensors and performing routine maintenance. The gas detecting sensors can be ‘hot-swapped’ without the need for a hot work permit. The old module can be replaced with a new pre-calibrated one or removed for testing and calibration in a safe area.
Versatile sensor options
The modern plant environments often require a varying degree of gas detection diversification. The Crowcon XgardIQ can offer this versatility and wide application of gas detection with a single product.
Positive safety
Crowcon’s unique positive safety feature reassures operators that the XgardIQ is functioning properly by alerting when there are any irregular events that may effect the sensors performance. This puts the XgardIQ ahead of other sensors that may otherwise cease to function when exposed to extreme environmental conditions.
Compatability
The XgardIQ is compatible with virtually any control system including gas detection panels, PLC’s, DCS’s and SCADA systems. This makes the detector easier to install and reduces costs associated with installation.
Crowcon XgardIQ Fixed Gas Detection
Resetting To Zero
When calibrating the XgardIQ sensor, calibration gas must be applied used the calibration cap also available from Crowcon. Typically, a flow rate of 0.5 litres per minuter is appropriate however this may vary for different sensor types.
Calibration can be performed with a suitable gas concentration from 10% of the scaled sensor range to 100% of the maximum sensor range. The minimum calibration gas concentration that can be used is 10% of the scaled range.
Crowcon XgardIQ Fixed Point Gas Detector Calibration Procedure
Hazardous area industries including offshore oil/gas platforms and FPSOs, onshore oil refineries, processing plants, pipelines, storage farms and LPG/LNG plants all utilise or produce a wide range of hazardous flammable liquids and gases that can be detected using correctly specified flame and gas detectors.
Detecting toxic and flammable gases requires the detectors to be classified and certified according to the specific IECEx or ATEX standard – we distribute flame and fire detectors manufactured by Spectrex to operate in the harshest environmental conditions including self-contained stand-alone devices designed for direct connection to control and alarm systems or automatic fire extinguishing systems.
Our range of Hazardous Area Fire & Gas Detection Systemproducts also includes Explosion Proof Warning Systems & Hazardous Area Lighting – comprehensive range of intrinsically safe, flameproof and explosion proof alarm sounders, sirens, bells and horns, loudspeakers and beacons.
Follow our Showcase Page on LinkedIn to receive hazardous area product innovations, industry news, whitepapers, videos, technical tips and training webinars for professionals involved in the explosive atmosphere industries.
By Chris Dodds : estimated reading time 8 minutes
Exposure to hydrogen sulphide (H₂S) gas is a serious risk to people, even at low levels.
Portable gas detectors and fixed gas detectors from leading manufacturers such as Crowcon and Drager, provide a gas monitoring solution alerting the worker to the danger and preventing accidents or even death.
Hydrogen sulphide gas (H₂S) has a very distinctive smell – everyone has experienced the rancid stink bomb or rotten egg smell at some point.
H₂S can be a man made by-product and is commonly found in the refining of crude oil and the processing of “soured” natural gas. Other names for H2S include sewer gas, stink damp, swamp gas and manure gas.
The gas is also a by-product of the bio degeneration of organic matter posing a particularly high risk to those working in the sewage treatment industry.
H₂S can be deadly if workers are exposed to certain concentrations of the gas – it is not an option to rely on a person’s sense of smell when it comes to Health & Safety and the protection of life.
This is why portable and fixed gas detectors are used to protect people from the risk.
In one incident, three workers lost their lives whilst working on an oil transfer line in a corrosion coupon pit. A 4th worker was critically injured and air lifted to hospital – the cause of death was cited as exposure to a lethal concentration of H₂S gas.
Why is Hydrogen Sulphide Gas So Dangerous?
H₂S is a flammable gas when in high concentrations. However this is not the main danger. Just like CO₂, it is a toxic gas and poses a risk even at low exposure levels:-
2-5PPM – Nausea & Headaches
20PPM – Fatigue, Headaches, Loss of Memory, Dizziness
1000 – 2000PPM – Instant Death
PPM Parts Per Million
Ironically, one of the side effects of exposure to H₂S gas is depletion of the sense of smell meaning workers exposed to the gas may inadvertently continue to work despite initially being exposed to the “rotten egg” smell.
H₂S is heavier than air and therefore will sink to the floor meaning working in confined spaces like shafts or trenches is particularly dangerous.
Workers can be exposed to hydrogen sulphide gas in numerous process industries including mining, paper mills, iron smelting, petroleum refining and sewage treatment works.
Even low concentration levels of H₂S can be toxic if individuals are subjected to the gas for an extended period of time leading to fatigue, pulmonary edema, loss of consciousness and even death.
Occupational exposure to hydrogen sulphide typically occurs in oil, gas and petrochemical industries as the by-product of coke (blast-furnacing).
The warning signs of H2S exposure are easy to recognise with many parts of the body being affected. Eye irritation will occur with physical soreness, light sensitivity and pain experienced when viewing or looking towards a bright light; commonly known as ‘Gas Eye’.
Other symptoms include breathing irritation such as sore naval passages, a burning sensation on the lungs, headaches, confusion and nausea. The real danger with H2S is that it can kill at reasonable low levels.
Managing Hydrogen Sulphide In The Offshore Work Environment
Hydrogen sulphide is considered a broad spectrum poison and as such it can poison several systems in the body, however the most severely affected are the nervous and respiratory.
In addition to being toxic, H2S is highly flammable and therefore presents an extra risk in the offshore environment.
The gas is heavier than air and tends to accumulate in low lying areas, rapidly destroying the sense of smell which would be a first stage indicator of the presence of H2S. Hydrogen sulphide is toxic at breathable concentrations between 500-1000ppm however death is not instantaneous.
At concentrations of 1000ppm and above however, the lethal effects are much more instant as this causes strong stimulation of the central nervous system and rapid breathing, leading to a total loss of breathing.
The Health & Safety Executive (HSE) states that 800ppm is the generally accepted lethal concentration for 50% of an exposed human population for 5 minutes exposure to hydrogen sulphide gas. On an offshore installation, standards recommend a 3 tier approach to gas detection that are similar to the flammable hazardous area classification arrangements.
The three tiers of gas safety are classified as:
Category 0 – Areas where H2S will be present during normal working operations, such as confined spaces or vessels.
Category 1 – Areas in which H2S may be encountered during normal working operations. Entry is only allowed with a portable gas detector and fixed gas detection is recommended.
Category 2 – Areas which are free from H2S during normal operations but could be contaminated by a gas leak or equipment malfunction.
Gas detection installations in offshore environments typically operate with an alarm and action at least 20% and 50-60% LEL however some duty holders will operate their hydrocarbon detection systems at 10% and 25% LEL to provide a more sensitive system – it is recommended to operate hydrocarbon gas detection systems at the more sensitive values.
Crowcon X-Gard provides a fixed gas detection solution in the offshore oil and gas industry.
The Solution – Gas Detectors to Monitor H₂S & How To Reduce The Risks
Fixed gas detectors for H₂S are suitable for larger areas such as plant rooms where numerous detectors can be networked to a master control panel. In the event of H₂S reaching the preset exposure limit, visual and audible alarms will activate to alert the workforce to the danger.
The Crowcon Xgard and the Crowcon TXgard Plus can both be used for H₂S gas detection and offer a fixed, permanent detection solution.
Portable gas detectors for H₂S can also be used for personal protection and are especially useful when working in confined spaces. Easy to use, operated simply by one button and easily attachable to the workers clothing. Portable gas detectors offer a safe monitoring solution alerting the user when preset levels of gas/gases are detected.
Reducing The Risk Factors Of H2S Gas In The Workplace
Reducing the risks of Hydrogen Sulphide poisoning in the workplace is a key responsibility and can be managed by following these points:
Monitoring – By providing H2S monitors, gas levels can be managed and action taken when they reach potentially harmful levels. Where there is a risk of Hydrogen Sulphide exposure, it is vital to have adequate gas detection facilities in place.
Training and education – Workers must be educated to the dangers of H2S exposure, how to prevent and recognise H2S poisoning and how to effectively operate breathing apparatus.
Ventilation – Where practical, effective ventilation should be installed to reduce the levels of H2S and the potential threat posed to staff.
Storage – Any cylinders containing H2S should be clean, isolated and stored in a shaded and well ventilated area.
Confined space precautions – Any confined spaced must be tested, ventilated and deemed safe for use before any workers can enter.
Worker attitude – Workers are more likely to be harmed if they are unaware of the risks of H2S or become lax about their safety. This cements the need for thorough training and education about the dangers of this gas.
Regular maintenance – In order to reduce the risk posed by H2S, regular maintenance of drums, pipes, valves and containers must be carried out.
Emergency plans – An emergency action plan must be put in place where workers are trained to used emergency exits and equipment. This procedure must be practiced periodically to maintain standards and educate any new members of staff.
Useful information and guidance on H₂S gas detection and monitoring can be found at:-
Thorne and Derrick International are able to provide a wide range of Gas Detectors to monitor H₂S gas many other dangerous toxic and flammable gases – for more information or to discuss your requirements please contact us.
Hazardous area industries including offshore oil/gas platforms and FPSOs, onshore oil refineries, processing plants, pipelines, storage farms and LPG/LNG plants all utilise or produce a wide range of hazardous flammable liquids and gases that can be detected using correctly specified flame and gas detectors.
Detecting toxic and flammable gases requires the detectors to be classified and certified according to the specific IECEx or ATEX standard – we distribute flame and fire detectors manufactured by Spectrex to operate in the harshest environmental conditions including self-contained stand-alone devices designed for direct connection to control and alarm systems or automatic fire extinguishing systems.
Our range of Hazardous Area Fire & Gas Detection Systemproducts also includes Explosion Proof Warning Systems & Hazardous Area Lighting – comprehensive range of intrinsically safe, flameproof and explosion proof alarm sounders, sirens, bells and horns, loudspeakers and beacons.
Follow our Showcase Page on LinkedIn to receive hazardous area product innovations, industry news, whitepapers, videos, technical tips and training webinars for professionals involved in the explosive atmosphere industries.
Via ASCO Numatics FASTSHIP and SAMEDAY Express Delivery Service we are able to deliver 2,000+ ASCO solenoid valves and valve operators from stock direct to you.
By Chris Dodds : estimated reading time 9 minutes
This article has been written to provide information and guidance on the problems and risks associated when using some types of alloys in sour gas environments and the selection and specification of ASCO solenoid valves.
The article focuses on selection of materials for solenoid valves in the Oil & Gas industry where sour gas environments are common due to the very nature of the processes involved in the extraction of natural gas and crude oil.
This article also provides information on the problems sour gas causes to equipment including hydrogen embrittlement and sulphide stress cracking.
We discuss NACE (National Association of Corrosion Engineers) and the standards that have been specifically written for the Oil & Gas industry.
Finally, a case study is included showing how ASCO Numatics have developed NACE compliant solenoid valves for flow control in harsh industrial and offshore environments.
ASCO solenoid valves are used for the fluid control of air, water, oil or gas normally consisting of an operator and valve body – the operator includes the coil, core, core tube, shading coil and spring. The solenoid valve body is made up of orifices where a disc, piston or diaphragm is positioned. When an electrical current passes through the solenoid valvea magnetic field is created which pulls the core into the open or closed position.
ASCO Solenoid Valves – Largest Range of Valves
What Is Sour Gas?
Simply, it is natural gas which contains hydrogen sulphide, H2S (the rotten egg smell).
To be precise, if the H2S concentration is >4PPM (parts per million) then natural gas is considered to be sour.
I should say at this point that different countries/agencies have different opinions on the thresholds of what defines sour gas. Hydrogen sulphide is extremely toxic and is also extremely corrosive to pipework and fluid handling equipment when in the presence of water. This type of corrosion is often referred to as Hydrogen Embrittlement.
I should say at this point, I am not a chemistry or physics teacher, nor do I confess to being an expert on this topic. There have been lots of papers written about hydrogen embrittlement and there is genuine confusion and disagreement between leading scientists regarding cause, diagnosis and prevention.
However, I will try to provide a basic overview. If there are any experts reading this, feel free to contribute your thoughts on this article. Perhaps, you can give our readers a better explanation and we can feature your contributions on a comment box below.
Hydrogen embrittlement is caused when hydrogen reacts with metals reducing their tensile strength resulting in a weaker structure. It does not affect all metals equally, with the most susceptible being high strength steels, aluminium and titanium alloys. To try and explain the process, hydrogen ions force their way into the grain boundaries of the alloy.
This reaction creates molecular hydrogen which effectively takes up more space between the grain boundaries and weakens the bonds between the grain. This reduces ductility, toughness and tensile strength to a point whereby the alloy cracks.
A major issue with this type of metal failure is that hydrogen embrittlement is difficult to identify. Cracks can be extremely small and only seen under a microscope.
However the end result is likely to be a sudden catastrophic failure. In the onshore and offshore oil and gas industry such failures can lead to major disasters.
Sudden Brittle Fractures In High Strength Steels Resulting From Hydrogen Embrittlement Represent A Dangerous Threat To Industry – not only are there the usual issues of cost such as warranty claims, but in cases of personal injury or property damage, liability points clearly and directly at the manufacturer
Video: Animation of Explosion at Tesoro’s Anacortes Refinery
An explosion and fire led to the fatal injury of seven employees when a nearly forty-year-old heat exchanger catastrophically failed on April 2, 2010 as a result of high temperature hydrogen attack.
This form of corrosion is slightly different to hydrogen embrittlement but the principals remain the same and the unfortunate accident emphasises why it is so important to minimise the risks of such catastrophic metal failures.
There are many manufacturing processes which can cause hydrogen embrittlement such as cathodic protection, electroplating, phosphating and pickling. In the oil and gas industry, particular concern is reactions between alloys, acids and chemicals which brings us nicely onto the topic of sulphide stress cracking.
Sulphide Stress Cracking
Sulphide stress cracking is a form of hydrogen embrittlement. Natural gas and crude oil often contain large amounts of hydrogen sulphide. A reaction between the alloys and hydrogen sulphide create metal sulphides and atomic hydrogen. Atomic hydrogen then either combines to make H2 at the surface of the metal or it diffuses into the metal.
This inevitably results in reduced ductility of the alloy and causes stress cracking.
In the oil and gas industry where sour gas environments are common place, the selection of materials for such environments is critical.
NACE MR0175/ISO 15156
NACE MR0175/ISO 15156 is an internationally recognised standard that details requirements and recommendations for selection of alloys.
I’m sure most people reading this will know who NACE are and what they do but for those who don’t:-
NACE was established in 1943 and its mission is to “protect people, assets and the environment from corrosion.” It has over 35,000 members and is recognised globally as the “premier authority for corrosion control solutions.”
NACE MR 0175 / ISO 15156 describes general principles and gives requirements and recommendations for the selection and qualification of metallic materials for service in equipment used in oil and gas production and in natural gas sweetening plants in H2S -containing environments, where the failure of such equipment could pose a risk to the health and safety of the public and personnel or to the environment.
It can be applied to help to avoid costly corrosion damage to the equipment itself – supplementing, but not replacing, the material requirements given in the appropriate design codes, standards or regulations.
Solenoid valves are widely used throughout the oil and gas industry.
Applications can include actuator piloting, compressor unloading, redundant control systems and utilities control. Conditions in upstream offshore environments can be extremely harsh as well as being certified as explosive atmospheres.
As already discussed, sour gas is a major problem in such environments meaning there is a requirement for hazardous area solenoid valves that are not only explosion proof but also highly resistant to corrosion.
ASCO Numatics are part of the Emerson group and are a global leader in the design and development of solenoid valves. ASCO were asked to develop a direct acting solenoid valve specifically for sour gas environments.
NACE compliance to prove suitability for sour gas (H2S) environment including solenoid enclosure internals
High efficiency; reliable operation at lower power levels
The brief may have been simple but ASCO spent a large amount of time, money and resource developing a solenoid valve to meet the above requirements.
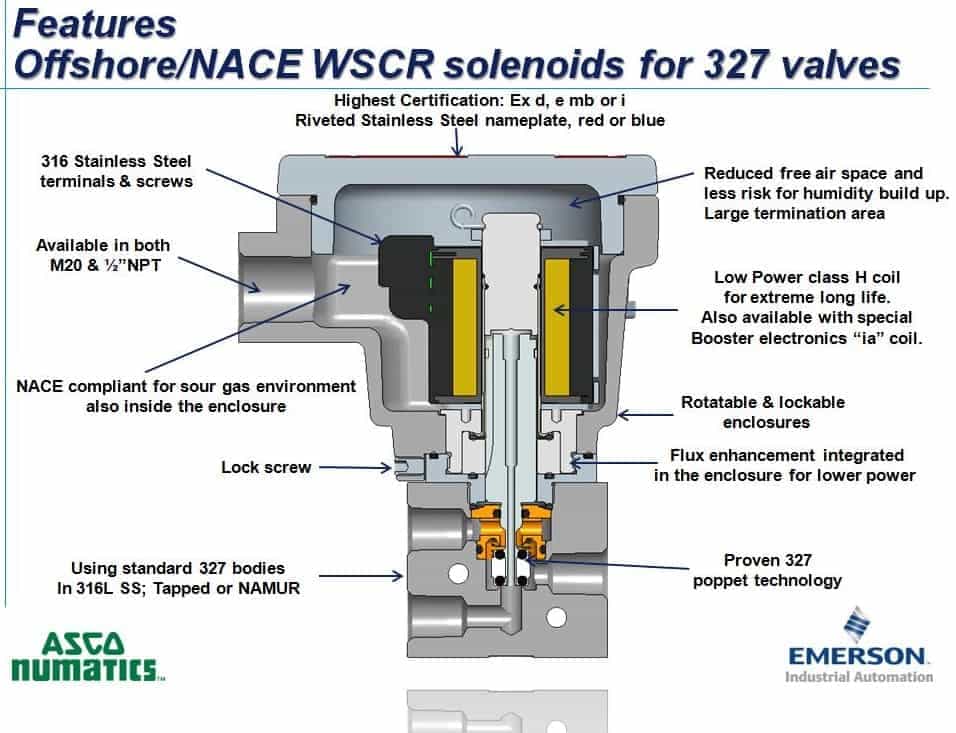
ASCO WSCR327 Solenoid Valves
The Solution
T&D, Solenoid Valve Stockists
Firstly, the new solenoid valve is constructed of corrosion-resistant materials to meet NACE MRO175/ISO15156 standards.
All parts that may come into contact with sour gas are NACE compliant but furthermore, so too are the internal components which may be exposed to sour gas during installation and routine maintenance.
The solenoid valve can be supplied as a 3/2 direct operated solenoid in either ¼” or ½”.
Flow rates up to 1.8m3/h are possible and a non breathing design means contaminated air from the environment will not pass through the valve eliminating the potential for corrosion.
The valve is a member of the ASCO 327 solenoid valves range and is based on the principle of a balanced poppet type construction. It can be mounted in any orientation and is available with low powered solenoid operators (1.8w). The low power consumption helps to reduce the running costs and increase service life.
ASCO solenoid valves can also be supplied in explosion proof and intrinsically safe options and are also EXIDA & TUV certified (IEC 61508 Functional Safety) so can be used in safety applications up to SIL-3.
ASCO 327 Valves (Offshore/NACE) Design
ASCO WSCR solenoid valves have been tested for 50ppm sour gas concentration both externally and inside the solenoid housing.
ASCO Solenoid Valves – 327 Range Benefits
Corrosion resistant and NACE compliant valve for the ambient including the solenoid internals
Direct acting; functioning on very low electrical power without the need for piloting
Same solenoids for different ATEX/IECEx protection methods covering most common zones: Ex d – Ex emb – Ex ia
Compact, low weight with good connectivity
Latest ATEX/IECEx explosion safety classifications for highest safety
Low power consumption – minimum of 1.8 watt for Ex d & e mb and 0.5 watt for “ia
Suitable for safety systems; Exida certified; SIL 3 capable
T&D are an Authorised Distributor for ASCO Numatics and work in close partnership with their engineering team to help develop solenoid valves that meet our clients flow control requirements.
Our combined extensive knowledge of the oil and gas industry enables us to design value engineered solutions that meet strict industry guidelines.
ASCO solenoid valves are a quality and reliable solution that provide real benefits to installation engineers and end users throughout the whole lifecycle of the product – they are the most specified valves for critical and safety related applications.
Thorne & Derrick are inviting you to join LinkedIn’s fastest growing Discussion Group – Process & Hazardous Area Industries : Heat Tracing, Gas Detection, Fluid Control & Flow Measurement. News, projects, videos, promotions, whitepapers, jobs, webinars, press plus much more.
THORNE & DERRICK
Electrical & Process Instrumentation Equipment for Explosive Atmospheres
Thorne & Derrick are Specialist Distributors of Hazardous Area & Explosion Proof Equipment with IECEx & ATEX Certifications to the onshore and offshore oil, gas, petrochemicals and process industries.
We supply major UK and international infrastructure projects and also MRO (Maintenance, Repair, Operations) requirements for both planned and unplanned plant shutdowns – we react with a rapid response to customer demand to ensure downtime is minimised and reliable Power, Light & Heat is restored or provided.
Working closely with clients and our supply chain we can assess the condition and degradation of your hazardous area installations and implement specifications to manage the planned replacement of legacy equipment conformant with international classifications including ATEX and IECEx.
T&D UK – largest stockist of Drum & IBC Heaters & Jackets. Delivering UK & Worldwide.
By Chris Dodds : estimated reading time 4 minutes
Vegetable Oils – Heaters For IBCs & Drums
Vegetable oils are a lifeblood of the food industry and provide essential fatty acids and an energy source to maintain human health and nutrition. Typical food processing applications requiring vegetable oils include frying, cooking and baking.
Oils are sensitive to heat, light and exposure to oxygen and all vegetable oils must be stored in a cool, dry place.
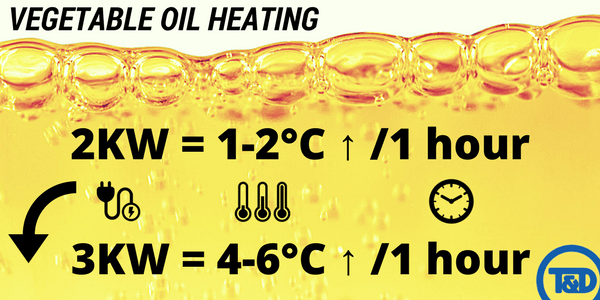
To ensure optimum yields and productive use it is important to maintain vegetable oil temperatures to avoid oil thickening and provide rapid heating for processing and melting applications – typically 1,000 litre IBC containers can be heated using our standard 2 kilowatt heaters with insulated lids. The heaters establish correct liquid viscosity of the vegetable oil reducing wastage to a minimum.
Rapid Heating
T&D test data indicates a temperature increase of 1-2°C per hour of IBC container contents using 2KW IBC heaters.
For applications requiring a more rapid heat-up time of vegetable oils contained in IBC’s we can provide a high power 3 kilowatt heater jacket which improves and accelerates the heating time to approximately 4-6°C per hour.
T&D provide Electric Heating solutions to the world’s leading food brands and companies.
Where Quality Counts & Service Matters
T&D International are the UK’s leading supplier of IBC & Drum Heating Equipment – since 1985 we have developed a strong reputation based on technical support, customer service and trust.
T&D heating jackets are UK manufactured and supplied with a 12 month warranty – competitively priced, delivered from stock and built to last.
Trusted Quality. T&D Drum & IBC Heaters: Made In The UK, Supplied Globally
Drum Heaters
For further information about electrical heating visit Drum & IBC Heaters– here follows a recent application case for heating vegetable oil using IBC heating jackets:
Medium Temperature Heating (21-50 degrees Celsius) ✓
High Temperature Heating (50 degrees Celsius+)
Other
IBC Heating Jackets – T&D supply heating and insulating jackets for plastic or steel metal cage IBC’s for bulk liquid storage.
HEATING JACKET VOLTAGE
110 Volt
230 Volt ✓
Low Voltage
HEATING APPLICATION : DRUM, IBC, TANK OR VESSEL
25 Litres
50 Litres
105 Litres
205 Litres
1000 Litres ✓
Other
VESSEL MATERIAL
Steel
Stainless Steel
Plastic ✓
Cardboard
Other
HEAT UP TEMPERATURE
0-5 degrees Celsius
5-20 degrees Celsius
20-50 degrees Celsius ✓
50-70 degrees Celsius
70+ degrees Celsius
N/A (Frost Protection)
HEAT UP TIME REQUIREMENT
0-4 Hours
4-12 Hours
12-24 Hours ✓
24-48 Hours
N/A (Frost Protection)
Contact T&D for specification, support and sales of Electrical Heating Equipment for safe, industrial and hazardous area plant and equipment – we provide process temperature heating and frost protection heating cable products for pipework, valves, IBC’s, drums and tanks.
Thorne & Derrick are inviting you to join LinkedIn’s fastest growing Discussion Group – Process & Hazardous Area Industries : Heat Tracing, Gas Detection, Fluid Control & Flow Measurement. News, projects, videos, promotions, whitepapers, jobs, webinars, press plus much more.
A World First – Portable ATEX Fan Heater from EXHEAT
HazardEx 2017 Conference & Exhibition
Cue the drum roll, trumpet fanfare and a crowd cheer – we have anexciting and exclusive product to reveal, a world first.
At HazardEx 2017, Thorne & Derrick as guests of EXHEAT Industrial will be displaying The Bulldog – a portable ATEX fan heater for use in hazardous areas and potentially explosive atmospheres.
The Bulldog hazardous area heater is available with supply options from 110V – 690V and 2KW – 6KW power outputs.
For complete technical specification, hazardous area classification and ordering details please visit EXHEAT MFH The Bulldog.
T&D have been Appointed Sole UK Distributorfor the EXHEAT MFH and will be attending HazardEx as guests of EXHEAT Industrial – we look forward to meeting prospective clients and are eager and willing to answer any questions.
Where & When
The Hazardex 2017 International Conference & Exhibition for hazardous area and process safety specialists will take place at the Holiday Inn Hotel in Runcorn, Cheshire, on March 2nd and 3rd. The event aims to strengthen and expand the community that looks to the Hazardex website and journal for industry intelligence and information.
Meet T&D’s Terry McDonald (Sales & Business Development Manager) and Anthony Mitchinson (UK Sales Engineer) – we anticipate heavy footfall to the stand so if you would like to discuss the product in advance or make a face-to-face appointment to meet at HazardEx please contact us now.
Terry & katrina Talk the bulldog
“T&D are very excited about the EXHEAT MFH and foresee excellent opportunities to support our clients with their requirements for a long overdue portable heating solution for use in explosive atmospheres.
We believe the hazardous area heater is unrivalled in terms of capability, quality and performance.
Since introducing this ATEX fan heater to our clients, interest has been very high and first orders have now been received. T&D have over 25 years experience selling process heating equipment and this has to be one of the best innovations we have seen in that time.”
“When developing The Bulldog we aimed to combine an efficient product design with simple functionality. The Bulldog is the world’s first truly portable heating solution for use in hazardous environments. It is a lightweight, tough and durable electric fan heater that can provide a stream of warm air up to 5 meters distance”, said Katrina Parrott, General Manager, EXHEAT Industrial.
“We listened closely to our customers and extensively researched the market in order to create a product that truly fills a gap in the hazardous area heating market. Initial client feedback has been extremely positive and, working alongside outstanding distributors such as Thorne & Derrick, we know The Bulldog will become an industry leading product,”
Whatever The Weather, Wherever The Zone – The Bulldog provides safe and portable heat both onshore and offshore for hazardous areas, high voltages and hard-to-heat cold or confined spaces.
keep Warm & Safe From Harm aT hIGH vOLTAGES
The EXHEAT MFH heater provides safe heat to utility workers in the high voltage electrical power industry – ideal for comfort heating to workers where exposure to cold weather conditions hamper the dexterity and ability of cable jointers to work effectively.
Air warming for HV-EHV underground cable vaults, jointing bays, termination towers, substations and switchgear – improve worker productivity without risk of any hidden dangers posed by gas risks, such as methane and sulphur hexafluoride (SF6).
If you cannot meet us in person, follow events at #HazardEx2017.
T&D wish all their suppliers and supporters a successful HazardEx 2017 – visit us and EXHEAT Industrial on Stand 19. We won’t bite but The Bulldog might!
EXHEAT Industrial is a market leading manufacturer of hazardous area electric heaters, control and pre-engineered electrical heating systems. Products are manufactured to ISO 9001:2008 certified facility and all Standard Product Design is to SEP (Sound Engineering Practice). For more information please visit EXHEAT Heaters.
ABOUT US
Let Thorne & Derrick International be your single-source supplier of Electrical, Mechanical, Process & Instrumentation Equipment. T&D provide an outstanding service to UK and international customers – we are highly customer responsive and absolutely committed to providing a world-class service.
T&D supply utilities, power, renewable energy, construction, rail, manufacturing, food/beverage, mining, oil, gas and petrochemical industries – distributing 100,000+ products from 100+ manufacturers from multi-million pound stocks.
Since 1985 we have established a solid reputation based on service, integrity and trust.
T&D International are Specialist Distributors to the onshore and offshore oil, gas, petrochem and hazardous area Industries.
Press Release Date: 02.04.2020 uploaded by Chris Dodds (T&D Sales + Marketing Manager) World’s First Fully Certified ATEX Doors Thorne & Derrick International, the Experts in Equipment for Explosive Atmospheres, today announce the signing of a Commercial Distribution Agreement...
Press Release Date: 04.07.2019 uploaded by Chris Dodds (T&D Sales + Marketing Manager) Category: Stockist Distributor Agreement Announcement Thorne & Derrick International announce that they have signed a Preferred Distributor Agreement with Raytec, the world leading manufacturer of LED...



















 in the sewage treatment industry.
in the sewage treatment industry.






 NACE MR0175/ISO 15156
NACE MR0175/ISO 15156

 solenoid operators (1.8w). The low power consumption helps to reduce the running costs and increase service life.
solenoid operators (1.8w). The low power consumption helps to reduce the running costs and increase service life.