T&D are UK Specialist Suppliers of gas meters from leading manufacturers including Itron and Common.
T&D can assist with selecting commercial, domestic and industrial gas meters with turbine, rotary and diaphragm types available. The following formula enables the correct selection and specification of Common CGR Rotary Gas Meters.
Rotary gas meters are positive displacement meters, designed to measure quantity of gas for custody transfer and technical gas measurement applications.
What is Gas Custody Transfer?Custody transfer occurs when gases are exchanged between operators; the amount of payment is usually calculated as function of the amount of gas transferred or as function of the amount of energy contained in the gas.
Rotary Gas Meters – Selection Formula
Flow range Q min m and Q max m (m³/h)
Pressure range p min m, and p max m (bar a)
Gas temperature range (K)
Generally gas flow range is given at standard conditions : Q minN, and QmaxN (Nm³/h).
Base conditions (NPT conditions : normal temperature and normal pressure) are country specific depending on local regulations.
The following formula is to be used when converting standard flow cubic metres per hour into actual flow at operating conditions :
Q min m = Q min s •Z• Ps÷P max m • T min m ÷ Ts
Q max m = Q max s • Z • Ps ÷ P min m • T max m ÷ Ts
Thorne & Derrick – Metering & Specialists. Gas, Heat & Water Meters for Commercial & Industrial Applications – hazardous area flowmeters for hydrocarbons, liquids and gases
Definitions
Q min m = minimum gas flow at operating conditions m³/h
Q max m = maximum gas flow at operating conditions m³/h
Q min s = minimum standard gas flow (Nm³/h)
Q max s = maximum standard gas flow (Nm³/h)
Ps = base pressure (according to national standards – bar a)
Ts = base temperature (according to national standards K)
P max m = maximum operating pressure (bar a)
P min m = minimum operating pressure (bar a)
T max m = maximum operating temperature (K)
T min m = minimum operating temperature (K)
Z = real gas factor at operating conditions
The gas meter size should be chosen (using actual gas flow at operating conditions) according to the following formula :
Q min < Q min m
Q max > Q max m
where Q min and Q max – minimum and maximum flow, typical for the selected gas meter.
We hope you found this short article useful and informative – should you require any assistance with the selection of gas meters or gas flowmeters for hazardous area locations and potentially explosive atmospheres please contact us.
Thorne & Derrick are inviting you to join LinkedIn’s fastest growing Discussion Group – Process & Hazardous Area Industries : Heat Tracing, Gas Detection, Fluid Control & Flow Measurement. News, projects, videos, promotions, whitepapers, jobs, webinars, press plus much more.
By Chris Dodds : estimated reading time 9 minutes
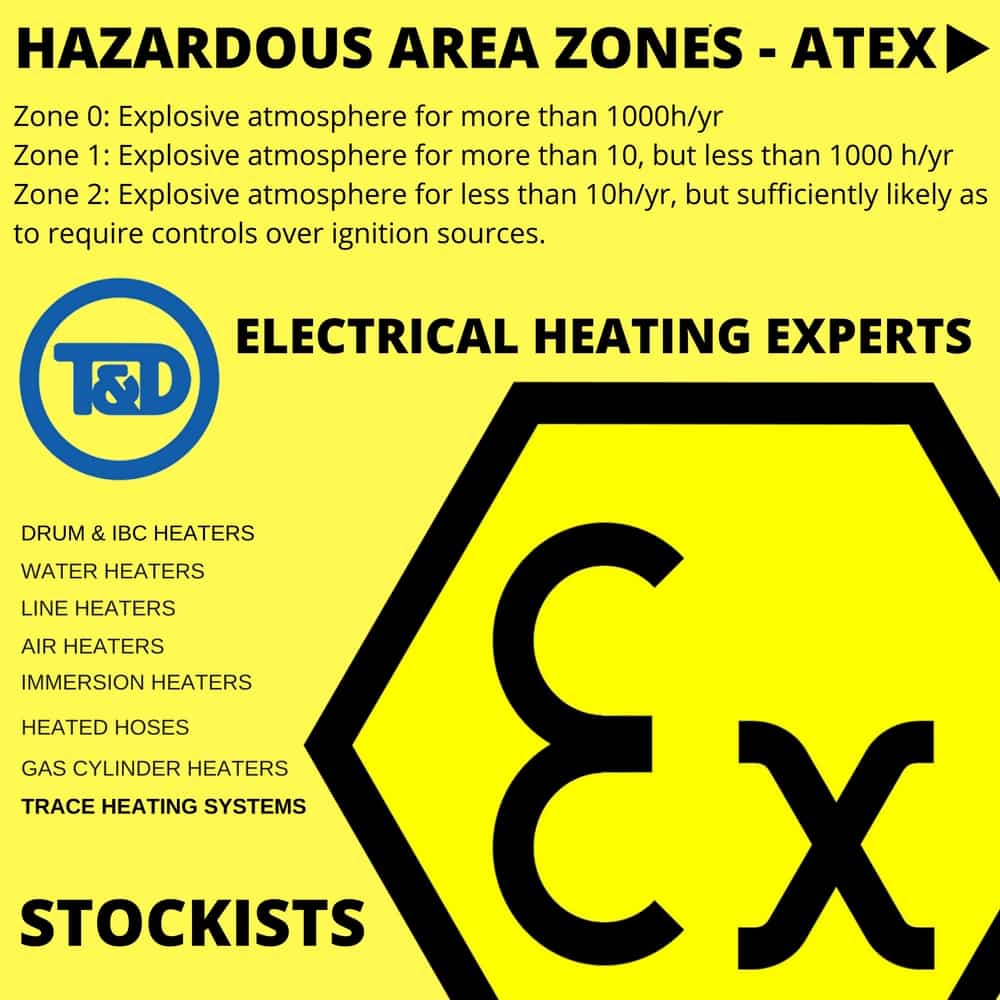
Directives such as ATEX and IECEx provide internationally recognised standards for the installation and use of electrical equipment in potentially explosive hazardous areas.
This article specifically focuses on Electrical Heating Equipment and has been written for all people who have an interest in understanding best working practices for installing and maintaining electrical heaters in potentially explosive atmospheres.
The European Directive 94/9/EC is in place to ensure manufacturers of process and hazardous area heaters, such as EXHEAT, meet stringent guidelines and only when these guidelines are satisfied can a product be certified for use in explosive atmospheres.
However, it is just as important that the end user knows and understands their responsibility for the safe installation, use and maintenance of such equipment.
EXHEAT Heaters Typical Hazardous Area Heating Applications.
In the UK, DSEAR (Dangerous Substances and Explosive Atmospheres Regulations) are provided by the HSE for employers with the aim “to protect people from fire and explosion risks related to dangerous substances and potentially explosive atmospheres. DSEAR places duties on employers to protect people from risks to their safety from fires, explosions and similar events in the workplace.”
From the resultant investigation two main issues were raised. First, although the heater was certified for use in hazardous area, it was not suitable for the corrosive atmosphere it was being used in. Secondly, the duty holder did not have a comprehensive list of all such heaters in use and could not therefore carry out a routine planned inspection and maintenance program.
Pictured below are some common types of EXHEAT electrical heaters used for space heating and process heating in hazardous area locations and explosive atmospheres.
All such heaters should be installed, used and maintained strictly in accordance with manufacturers recommendations and under any conditions stipulated under its Ex certification.
Electrical Heating In Hazardous Areas With EXHEAT
EXHEAT FAW Air Warmers – commonly used for space heating in paint stores or small plant areas storing flammable materials.
EXHEAT FLR Radiators – a flameproof radiator used for space heating in explosive areas such as laboratories, firework factories and ammunition stores.
EXHEAT Immersion Heaters– used for frost protection or pre-heating of oils, water and process liquids.
EXHEAT HEF Enclosure Heaters – anti-condensation and space heater for small enclosures such as control & instrumentation cabinets.
EXHEAT In Line Heaters – for frost protection and pre-heating applications including fuel oil heating to ensure pumping viscosity.
In order to appreciate the risks of electrical heating in hazardous areas, let’s first take a brief look at some of the fundamentals for understanding hazardous areas. If you’re an expert in this area you may wish to skip the next couple of paragraphs.
What Is A Hazardous Area?
Fire Triangle
To be specific a hazardous area is defined as “an area in which the atmosphere contains, or may contain in sufficient quantities, flammable or explosive gases, dusts or vapours.”
In such an atmosphere a fire or explosion is possible when three basic conditions are met.
This is often referred to as the “hazardous area” or “combustion” triangle.
Hazardous areas are assessed and defined by:
The types of hazard (gas, vapour, dust or fibre)
The likelihood that the hazard will be present in flammable concentrations (zoning)
Temperature Classification (Auto Ignition temperature)
There are many articles which go into great depth about hazardous areas, gas groups and zoning but I’ll skip past most of that and concentrate on Temperature Classification as this is particularly relevant to electrical heating equipment.
Temperature Classification (Auto Ignition Temperature)
To create an explosion you need fuel, oxygen and an ignition source. The ignition source is often thought of as a spark or flame. Obviously when using electrical equipment there is the risk of incendive arcs or sparks.
What also needs to be considered is the surface temperature of the equipment being used. All electrical equipment will give off some heat but the whole purpose of electrical heating equipment is to heat up and get HOT.
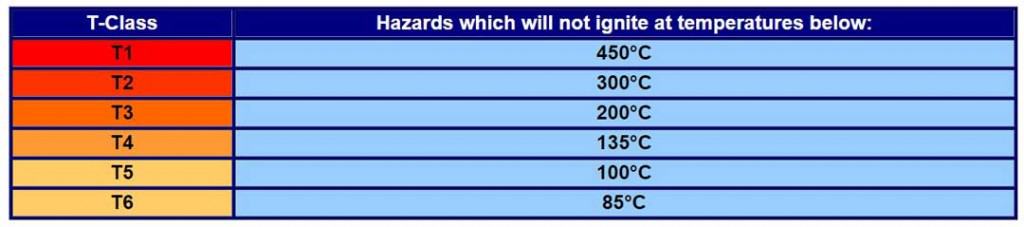
Hazardous Area Temperature (T) Classes
The T rating of an area refers to the temperature at which the flammable substance will auto ignite. See table above. For example, Acetylene has an auto ignition temperature of 300ºC and therefore the T classification for an area where Acetylene may pose a flammable risk would be T3 (Not T2, I’ll explain why in a moment).
This means electrical heating in hazardous areas should not be installed in that area unless it has a T classification of T3 or less.
T4, T5 & T6 would all be acceptable but T2 and T1 would not.
For example If you were to install a 30KW fan heater in such an area and the fan heater was rated T2, there is the potential for the fan heater surface temperature to reach 300ºC. Combine that with a flammable mixture of Acetylene and…. BANG.
Video – Acetylene Tanks Explode In Dallas Texas
Question
Could a T4 rated air heater be used in an area where Ethyle Nitrate is a flammable risk (the auto ignition temperature of Ethyle Nitrate is 90ºC)?
If you know the answer, you understand T-ratings, if you don’t, give T&D a call and we can assist.
Just because an electrical heater is rated T3, the user also needs to consider ambient temperature conditions. As with all hazardous area certified equipment, heaters are certified under certain conditions.
For example, an EXHEAT FWDT-T3 is rated at T3 but the equipment is only permitted for use in ambient conditions of 60ºC<Tamb<+40ºC (see certificate example). If the electrical heater is used in ambient conditions above the limit, there is a risk that the surface temperature will exceed 200ºC (T3).
Another risk is that any safety components (for example over temperature cut-out) may fail to operate if exposed to temperatures above or below the safe working range.
EXHEAT FWDT-T3 ATEX Certificate – Sample
EXHEAT FWD-T Flameproof Air Warmers – certified hazardous areas where the potentially explosive atmosphere is classified as a Zone 1 or 2 (IIA, IIB, IIC) gas group, or a Zone 21 or 22 (IIIA, IIIB, IIIC) dust group. If in about, call T&D.
Installation & Maintenance Of Ex Electric Heaters
Useful Information
Electrical heating in hazardous areas should only be used for its intended purpose and as per manufacturer’s instructions. Sometimes, EX certified products have conditions stipulated for their safe use. An X on the certificate number references this.
It is the duty holders’ responsibility to ensure these special conditions are taken into consideration. For example, an immersion heater may require to be fully immersed at all times during operation. In order for a duty holder to guarantee this, they would need to consider installation of low level monitoring in the tank to ensure the heater remained switched off if it was not fully immersed.
Installation Of Electric Heaters In Hazardous Areas
Inspection of heaters should be carried out on receipt of goods to ensure no damage has occurred during transit.
Before installation, insulation resistance tests should be carried out on the heating elements and the IR reading should be above acceptable value as stipulated by the manufacturer. This value will be clearly stated in the O&M literature.
Insulation Readings
💡 TIP – low insulation readings (IR) are often due to moisture in the enclosure terminal or in the heating elements. Silica gel packs can be used to draw out any moisture and the IR test should be repeated after 24hrs.
Electrical heating in hazardous areas should only be installed in the orientation intended. For example, horizontal immersion heaters should not be installed vertically. We have seen examples of clients mounting heaters, such as the FWDT, vertically as space did not permit horizontal mounting.
Space heaters should never be covered and airflow should not be restricted as it could prevent natural convection. Ambient temperatures should never exceed the safe working temperatures stipulated by the manufacturer.
Maintenance of Electric Heaters
Ensure the risk of flammable atmosphere is removed before any maintenance work is carried out. Electrical heating equipment where elements are exposed (space heaters) should be regularly checked for accumulation of dust which should always be removed.
Equipment should always be fully isolated before any work commences.
Only Manufacturers parts should be used for any repairs. Use of non-approved parts would invalidate any EX hazardous area certification.
Inspections should be routinely carried out 3 monthly, 6 monthly and annually. Manufacturers O&M manual will provide the necessary checks which should be carried out at each inspection.
For detailed guidelines on inspection and maintenance of electrical apparatus in explosive atmospheres, please refer to IEC/EN 60079-17.
IEC 60079-17:2013 applies to users and covers factors directly related to the inspection and maintenance of electrical installations within hazardous areas only, where the hazard may be caused by flammable gases, vapours, mists, dusts, fibres or flyings.
How Can We Help?
For equipment sales and specification guidance about electrical heating in hazardous areas please contact T&D.
T&D are Process & Hazardous Area Heating experts with over 30 years’ experience serving petrochemical, oil and gas, utilities, food and beverage and pharmaceuticals.
Working in partnership with EXHEAT, we are able to offer a full range of electrical heating equipment which is certified for use in explosive atmospheres – this includes immersion heaters, air/space heaters, fan heaters, line heaters, water heaters, oil heaters and drum heaters.
Together we take our design responsibility seriously and help to provide our clients with the necessary information to ensure electrical heating in hazardous areas is safe, reliable and conforming to the required classifications.
Invitation – network, engage, promote
Thorne & Derrick are inviting you to join LinkedIn’s fastest growing Discussion Group – Process & Hazardous Area Industries : Heat Tracing, Gas Detection, Fluid Control & Flow Measurement. News, projects, videos, promotions, whitepapers, jobs, webinars, press plus much more.
ABOUT US
Thorne & Derrick International are your single-source supplier of Electrical, Mechanical, Process & Instrumentation Equipment. T&D provide an outstanding service to UK and international customers – we are highly customer responsive and absolutely committed to providing a world-class service.
T&D supply utilities, power, renewable energy, construction, rail, manufacturing, food/beverage, mining, oil, gas and petrochemical industries – distributing 100,000+ products from 100+ manufacturers from multi-million pound stocks. Since 1985 we have established a solid reputation based on service, integrity and trust.
Patol Infra Red Flame Detector
By Chris Dodds : estimated reading time 5 minutes
T&D thank Steve Wilder of Patol for this Guest Blog contribution on the benefits of installing Patol 5610 Conveyor Fire Sensor Detectors to prevent fires and plant downtime.
Conveyor Fire Detection With Patol 5610 Infrared Flame Sensor
Detect Heat & Fire
There are thousands of conveyor systems all around the globe, all needing a specialist heat and fire detection system capable of stopping any product at the combustion stage from getting further into any plant, holding hoppers, blending/crushing areas or causing damage to the belt itself.
Many products including biomass, black and brown coal, industrial confetti with Energy From Waste plants (EFW), recycling products and even sulphur are extremely combustible.
Patol has an ATEX IECEx approved 5610 transit infrared sensor (Part No: 722-010) which is a perfect solution for industrial and hazardous area flame detection.
Patol 5610 Heat Sensor – ATEX Flame Sensor
The flame sensor is ATEX certified to Ex d iiC T5 Gb Ex tb iiiC T95C Db – suitable for hazardous area location installation.
Employing solar blind infra-red technology with a wide frequency of 5-14 micro metres will detect anything above 100° Celsius set at the most sensitive of 4 settings in a 250mm square area or 400° Celsius in a 50mm area, way before spark or ember point.
The fire detection system is perfectly suitable for hazardous areas and dusty environments using 10mm inlet compressed air at 2.5-10 pounds per square inch (PSI) in order to keep the lens clean. A water trap after the compressor should be considered to make sure any moisture in the system is not transferred across the lens.
Patol 5610 Infrared Flame Sensor
Product System Setup
Patol Flame Sensors Monitoring Cross Section
A typical installation would be 1 metre above the conveyor close to a 30 degree angle, 5 metres after the start of the loading end of each conveyor system. Consideration should be taken into account every 100m, transfer towers or after inlets for each sensor.
Conveyor speeds from 0.5-6 metres per second and can be powered by 20-30 Vdc supply in relay mode or low power operation from a trigger circuit addressable loop system.
A recent live test was initiated at the commissioning stage with a Power Station’s Lead Maintenance staff using a roasting tray full of wood pellets (biomass), scorching them to 100° Celsius. The Engineer then added a cold layer of pellets to perform a mock buried heat test.
Relays can be connected to enable the conveyor to stop in the event of a fire outbreak on the conveyor. A fire extinguishing panel could be connected to operate a mist or sprinkler deluge system at the activation point determined by the weight of the product, speed of the conveyor and momentum.
If this system is not put in place, a lack of housekeeping and wash down can result in the entire conveyor housing going up in flames in seconds. A regular maintenance schedule should be arranged to confirm that correct pressure PSI from the regulator is connected to the compressor, the lens is clean and the system is tested with a heat platen or test wand (Patol 721-002) after isolation to the control room.
This will be required to make sure a positive air pressure around the unit’s solar blind sensor window is present. This is a continuous airflow out of the optical visor which essentially stops any dust settling.
Patol also produce a stainless steel 5712 infrared transit flame sensor version perfect for the food processing industry and hygiene applications which includes the sensor head, a 5020 controller and multi core cable. The lens employs an air knife using a compressed air 10mm inlet to again keep the lens clean – applications include pop corn, Doritos, Corn Flakes, etc.
Using a different spectral narrow frequency of 4.2-4.7 micro metres which will enable the Patol 5712 flame sensor to alarm at a higher temperature. For example at flame/ember point with the product already hot after exiting the oven.
A polycarbonate flame sensor is also available, Patol 5410 which includes the sensor head, an air purge blower and 2 metre section of air hose. This would be a suitable for non-hazardous applications when compressed air is not readily available – contact T&D for hazardous area flame sensors.
In this case regular checks should be made to change or wash the filter attached to the blower. Clean air should be transferred in a PVC pipe to the blower from a clean air source.
In the event of a static heat or fire condition Linear Heat Detection Cable (LHDC) should be installed either side of the conveyor using knock-on clips at every 1 metre roller frame brace and/or above using a catenery wire. If the conveyor has stopped and a problem has occurred with stuck rollers any smouldering product could cause damage.
Patol 5710 Flame Transit Sensor – pictured here in a closed biomass conveyor demonstrating excellent service operability in dust, harsh and hazardous workplace locations (ATEX Certified).
ATEX Certified – Patol 5000 Series Heat & Flame Transit Sensors For Coal Conveyors.
Patol Fire & Heat Detection Cables (Digital, Analogue, or Fiber Optic)
Patol 5610 InfraRed Transit Heat Sensor
Correlation Between Temperature & ‘Hot Spot’ Anomalies
Patol Flame Sensor Sensitivity Settings & Area Monitored
Optional monitoring can also be installed using distance location or 4-20mA output to a scada system in the main control room of any plant. A consideration should be taken into account for mechanical protection with Patol stainless steel braid (order code 700-071/091). The rest of a typical system included an end-of-line termination box housing the resistor or an optional fire/fault test switch end of line.
Patol’s fire detection solution is essential at keeping property damage and insurance premiums to a minimum – not to mention how much plants can lose during downtime.
Patol IR Infra Red Transit Heat & Flame Sensors – Food Production
Flame, Heat, Gas Detectors & Detection Systems
Hazardous area industries including offshore oil/gas platforms and FPSOs, onshore oil refineries, processing plants, pipelines, storage farms and LPG/LNG plants all utilise or produce a wide range of hazardous flammable liquids and gases that can be detected using correctly specified flame and gas detectors.
Detecting toxic and flammable gases requires the detectors to be classified and certified according to the specific IECEx or ATEX standard – we distribute flame and fire detectors manufactured by Spectrex to operate in the harshest environmental conditions including self-contained stand-alone devices designed for direct connection to control and alarm systems or automatic fire extinguishing systems.
Our range of Hazardous Area Fire & Gas Detection Systemproducts also includes Explosion Proof Warning Systems & Hazardous Area Lighting – comprehensive range of intrinsically safe, flameproof and explosion proof alarm sounders, sirens, bells and horns, loudspeakers and beacons.
Follow our Showcase Page on LinkedIn to receive hazardous area product innovations, industry news, whitepapers, videos, technical tips and training webinars for professionals involved in the explosive atmosphere industries.
Heated Gas Sample Lines Using Eltherm Flexible Hose. Analytic heated hoses ensure the transport of liquid and gaseous media without the loss of temperature in industrial and hazardous area hose applications
By Chris Dodds : estimated reading time 8 minutes
The following Guest Blog by Daniel Court from Eltherm UK discusses the application of heated hose technology to the transportation of gases for analytic applications and their wider use for the transfer of fluids and vapours by high pressure heated hose.
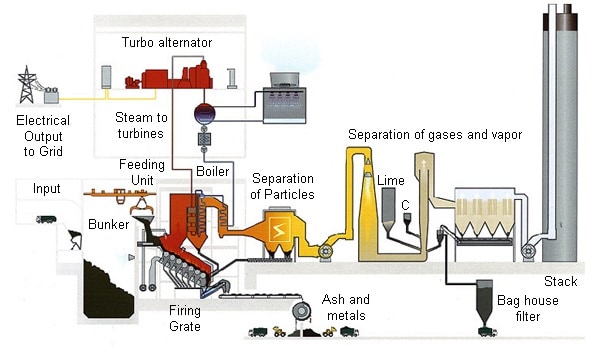
Throughout industry there exists the requirement to analyse gas emissions, whether it be from the chimney stack of a plant where fumes are generated (for example from incineration, power generation or chemical process), or in the automotive sector where rigorous testing of a new engine exhaust is required to ensure compliance against ever increasing environmental requirements.
Heated Hose: Industrial & Hazardous Area Hoses
Often, the gas must be sampled at temperature, despite there being some distance between the point of exhaust and the physical location of the gas testing equipment.
Heated Hoses – Application Areas
Gas Analysis
Bitumen
Chemical & Petrochemical Industry
Mechanical Engineering
Automotive Industry
Food & Beverage Industry
Utilities – Water, Gas & Electricity
Manufacturing Processes
Eltherm Heated Hoses for the flexible transportation of liquid and gas in both manufacturing, industrial and hazardous area locations.
For all these applications, Eltherm have a wealth of experience in the design and manufacture of ELHa flexible heated hoses with working temperatures up to 450° Celsius.
Moreover, a heated hose can be used to heat up, to prevent heat loss and to transport media, e.g. grease, oils, wax, resins, bitumen, varnish, water, carbon dioxide, foam plastics, casting compounds, glue, foodstuff etc. It is particularly important to keep these materials in a fluid state or to grant for specific treatment properties in a determined range of temperatures. For these applications the heated hose is mostly laid on the mobile machine components (robots) and equipment.
Analytical heated hoses can be produced in a range of different styles and inner diameters and to cater for temperatures up to 450°C.
A common question asked is, “what is the maximum length a heated hose can be produced too”?
Theoretically, it is equivalent to the maximum circuit length of the heat tracing cable utilised, which often with analytical hoses is of the self-regulating type. Several self-regulating heating cables can be used at lengths in excess of 170 metres, however handling a heated hose of this length would be impractical. Certainly fitting it on a single drum for shipment is likely to be an unrealistic proposition.
For this reason, the maximum hose length should be a subject discussed on a project by project basis – call us to discuss your heating application.
Eltherm Heated Hose Design : optimum heating cable output on the carrier hose is achieved by using Eltherm standard hoses which are configured to include bifilar heating cables and special spacers. Creating spatial density in the hose that carries the heating cable ensures perfectly homogeneous heat distribution throughout the hose achieving optimum element loading. The additional glass-fibre spacer prevents hot spots in moving applications with greater bending strain, as contact between the heating cables is avoided.
Eltherm ELHAa Analytic Heated Hoses
Industrial & Hazardous Area Gas Heating & Transfer
Eltherm ELHa analytic heated hoses are specified to provide reliable transfer of gases from the point of withdrawal to an analytic measuring device e.g. chimney, connection to a heated exhaust sample probe. Analytic heated hoses provide official and precise measurement of emission levels using heating cables optimised to maintain constant gas temperatures, prevent the formation of condensation or lowering the deviation of dew point.
Temperatures can be maintained across 5 to 450 Degrees Celsius in both industrial and hazardous area classified zones.
Eltherm Heated Hose Application Examples
Coal, Oil & Gas Heating Units
Exhaust Supervision In Power Supply Stations
Trash Burning Stations
Process Gases In Refineries, Petro-Chemical & Chemical Industry
Air Condition Monitoring
Motor Exhaust Measurement
Freeze Protection In Water Analysis
Analytic Heated Hoses – Eltherm ELHA, Hose Construction
1. Inner Liners
2. Sensor – temperature sensor is mounted between inner line and heating cable for temperature control. Eltherm PT-100 sensors can be integrated to customer specific temperature sensors including thermocouple type K / J, PT-1000).
3a. – Heating Cable – Eltherm ELKM-AE resistance heating cables insulated with flourpolymer jacket can maintain process heating temperatures up to 250 Degrees celsius.
3b. – Spacer – made of braided glass-fibre provides reliable protection for heating cables against damage and hot spots caused by cable bending strain.
4. Insulation – cable insulation depends on the maximum operating temperature and selection of hose outer jacket. General rule : special thermal fleece materials and foam hoses are used (up to 100 Degrees celsius) and elastomer foam hose (up to 250 Degrees celsius).
5. Outer Jacket – hose jacket is determined by the heating application, bending radius and ambient temperatures. The outer jacket provides heated hoses with reliable protection from humidity, weather, external environmental impact and mechanical strain.
6. End Caps -end caps are used to seal off heated hoses at both ends.
7. Connecting Fitting
8. Connecting Cables – the connecting cable is led out separately (sensor cable and tracer cable). Connection cables up to 1.5m as standard.
With the inclusion of a thermocouple or PT100 sensor in the heated hose, it is possible to very accurately regulate the temperature of the hose, regardless of its length and ensure that the gas sample neither heats nor cools as it travels from the source (for example chimney) to the test apparatus.
It’s worth noting that heated hoses are in effect a modular trace heating system and that the considerations when designing a hose solution do not differ from that of a conventional trace heating scheme, with the exception of the handling considerations as detailed above.
Key considerations include: target maintenance temperature, minimum ambient temperature, maximum temperature of the gas in flow (ie with respect to selecting suitably robust construction materials), supply voltage and ATEX hazardous area classification.
As one of the world’s leading manufacturers of this type of heated hose, Eltherm are also able to offer highly customised variants, providing solutions for a practically unlimited range of applications. Designs can be produced to cater for special connectors and fittings, multiple carrier hoses, auxiliary wiring, custom wire harnesses and so on.
In addition, the hoses can also have a range of outer coverings applied, ranging from nylon braiding through to a stainless steel heavy duty braid. Utilising the compact Eltherm ELTC-mini controller, it is also now possible to have electronic temperature control built in to the hose itself.
Eltherm heated hoses for analytic gas applications are ATEX certified for transporting gases and liquids in potentially explosive atmospheres including hazardous area Zones 1 and 2 (gas) and Zones 21 and 22 (dust).
Customised hazardous area heated hoses can be manufactured with process temperature ranges from +5 Degrees celsius frost protection (temperature class T6) to +200 Degrees celsius (temperature class T3). Typical applications include : process control, control systems, ventilation and air-conditioning monitoring, emission monitoring and. condensation prevention.
Stringent European and UK legislation imposes statutory limits on gaseous emissions to the atmosphere from industrial plant. Power generators must comply with the Large Combustion Plant Directive – LCPD (Directive 2001/80/EC download below), while incinerators of waste materials must comply with the Waste Incineration Directive – WID (Directive 2000/76/EC download below).
Operators of power plant of greater than 50 MW capacity are required to measure SOx and NOx emissions continuously. Operators of waste incinerators – which can range from small biomass plants of less than 5MW to large-scale municipal waste incinerators greater than 200MW – are required to measure the same gases and also typically CO, HCl, NH3, TOC and sometimes HF gas.
The LCPD and WID directives place obligations on plant owners to ensure that CEMS are available for not less than 97 per cent of the time. Furthermore, owners of plant operating under WID are obliged to stop their processes – and therefore suffer a loss of revenue – if their CEMS fail for more than 4 hours. ISO and EN standards define the performance, reliability and maintenance requirements of the gas analysers in CEMS. These requirements are regulated in the UK by the Environment Agency (EA).
Waste Incineration Plant. Image London Waste
BS EN 15267-1 (Air Quality – Certification Of Automated Measuring Systems) performance standard covers a range of emission levels for waste incineration, solvent-using processes and large combustion plant (including gas turbines). The general CEM requirements and performance standards to be met by CEMs for each characteristic are presented in Section 5 of the UK Environment Agency’s Performance Standards and Test Procedures for Continuous Emission Monitoring Systems (download below).
This includes following gas emissions :
Sulphur dioxide (SO2)
Oxides of nitrogen (principally NO and NO2, but also N2O)
Carbon monoxide (CO) and carbon dioxide (CO2)
Hydrogen chloride (HCl)
Hydrogen fluoride (HF)
Methane (CH4)
Sulphur hexafluoride (SF6)
Hydrofluorocarbons (HFCs)
Perfluorocarbons (PFCs)
Mercury (Hg)
Formaldehyde
Benzene
Volatile Organic Compounds, expressed as total organic carbon (TOC)
Should you require any assistance with the selection, specification and purchase of analytic heated hose please to do not hesitate to contact T&D technical sales.
ABOUT US
Stockists
Thorne & Derrick Internationalare your single-source supplier of Electrical, Mechanical, Process & Instrumentation Equipmentfor use in industrial, hazardous area zones and explosive atmospheres.
T&D provide an outstanding service to UK and international customers – we are highly customer responsive and absolutely committed to providing a world-class service.
Electrical Heating Products
Thorne & Derrick International supply heated hoses, trace heating and heating cables for mechanical services and pipework to ensure optimum temperature maintenance is achieved and production losses are eliminated for industrial and process industries. We can design and supply electrical heat tracing systems for both process temperature maintenance and pipework frost protection in commercial, industrial and hazardous area applications – call us.
From stock we supply an extensive range of Electric Process Heating and Control Systems with IECEx, ATEX and CSA certification.
T&D are distributors of Gas Detectors & Detection Equipment for industrial and hazardous area gas detection; this includes both portable and fixed gas detectors for improving site and worker safety in the food processing and beverage industries.
Stationary or fixed gas detectors provide advance warning against explosions, toxicity and oxygen levels by triggering alarms.
Portable gas detectors are suitable for working in confined spaces where mobile monitoring of harmful, flammable and toxic gas levels is required, whether the gas risk is in a safe or hazardous area.
Effective monitoring and detection of gases is essential to provide worker safety in the food and beverage industries where common gas risks include :
Ammonia
Carbon monoxide
Carbon dioxide
Hydrogen chloride
Hydrogen cyanide
Hydrogen sulfide
Nitrogen dioxide
Phosphine
Combustible gases
Oxygen deficiency/enrichment
Typical applications and workplace exposures to gas: confined space entry, cold storage, grain delivery and storage, general safety, flash freezing and data-logging/industrial hygiene.
Gas Detection
Food preparation and processing forms an integral part of the global food supply network and is one of the key factors that has enabled people to enjoy such a varied diet. The preparation and collection of foodstuffs typically involves gas, whether as a bi-product or in the direct preparation of food.
Monitoring these gases is vital to not only guarantee food quality and hygiene but to also protect those working in and around preparation areas. A variety of gases can be present throughout the food and beverage industry and monitoring these effectively can save lives and increase productivity.
Gas is present throughout the food production industry from fresh food produce to processed meals and packaging. Let’s review 2 recent instances where portable gas detectors have improved both safety and productivity.
Thorne and Derrick have recently been approached by a client searching for a solution to a rather unusual application. The client required a portable gas detection solution that could be used inside of poultry shelters that would require minimum training.
Portable gas detectors installed inside of poultry shelters are able to monitor the gas levels of the following gases; CO2, O2, NH3 and CH4.
Excess levels of these gases can prevent the hens from laying eggs or stop the eggs that do get laid from hatching.
A portable gas detector with built in data logger could be left in the coop and then removed to monitor the gas level average before being moved to the next coop and repeating the process.
Using a portable gas detector will keep the cost down as only one monitoring device is required and it can move throughout the coops.
Typically with chicken coops and the collection of eggs on a commercial scale, ammonia is the most prominent gas to cause harm and can be easily identified by its smell – a bleach like odour. Poultry farm animals naturally release ammonia gas and proper ventilation and gas detection is vital to protect farmers and anyone working in or around poultry.
T&D, distributors for Crowcon, recommended the Crowcon Gas-Pro Portable Gas Detector as an ideal solution for this application as the monitor is able to detect up to 5 gases at any one time.
There is an option to be able to preset the gases. In this instance the client would preset the gas monitor to detect CO2, O2, NH3 and CH4. The display screen is top mounted to allow easy reading of the results at a glance.
The Crowcon Gas-Pro gas detector is very simple to use as it is operated by a single button so product training is not required to operate the device.
Crowcon Gas-Pro Gas Detectors
Portable Gas Detectors – Keeping Pizza Dough Rising
From eggs to pizza….
A further application that T&D have supplied portable gas detectors for is the production of pizza dough demonstrating the diversity of gas detection requirements in the food industry.
This process can emit carbon dioxidewhich if left undetected can build up and rise to potentially fatal levels – CO2 displaces oxygen causing potentially fatal suffocation. Oxygen deficiency can also be caused by processes such as food cooling.
The fermentation of sugar and yeast in pizza dough produces carbon dioxide which in turn give the bubbles that appear in a pizza crust when baked. Although delicious when eaten, the levels of CO2 build up in commercial pizza dough production can be dangerous requiring gas detection to alert when levels are too high.
Brewing – Fermentation is also used to make alcohol when producing drinks such as beer, wine and cider. In brewing, alcoholic fermentation is the conversion of sugar into carbon dioxide gas (CO2) and ethyl alcohol.
If CO2 levels rise above 1,000 ppm workers can begin to experience headaches and drowsiness. If left unresolved or undetected, CO2 levels rising to 5,000 ppm will exceed safe workplace limits resulting in staff not being able to work, hampering production and incurring financial losses.
If the levels of carbon dioxide remain undetected and rise above 40,000 ppm this can lead to serious oxygen depletion resulting in brain damage, coma and ultimately death.
Portable gas detectors can be attached to clothing, overalls and transported around within manufacturing areas for the detection of carbon dioxide and other gases.
Gas Detectors – single gas and multi-gas detectors are capable for detecting up to 5 gases
Portable Gas Detectors
The range of portable gas detectors distributed by T&D can detect many gases with certain detectors able to monitor up to 5 gases. With products available from leading brands such as Crowcon, T&D gas detector sales engineers are on hand to specify the correct portable gas detector for your needs.
The 4 key gases (but not limited to) that portable gas detectors are typically deployed for are Methane, Hydrogen Sulphide, Carbon Monoxide and Oxygen depletion (lack of Oxygen).
Portable gas detection offers a cost effective solution to a potentially fatal problem. The products easily pay for themselves in terms of saved revenue in keeping production going but also in preventing loss of life from toxic gas level exposure.
Flame, Heat, Gas Detectors & Detection Systems
Hazardous area industries including offshore oil/gas platforms and FPSOs, onshore oil refineries, processing plants, pipelines, storage farms and LPG/LNG plants all utilise or produce a wide range of hazardous flammable liquids and gases that can be detected using correctly specified flame and gas detectors.
Detecting toxic and flammable gases requires the detectors to be classified and certified according to the specific IECEx or ATEX standard – we distribute flame and fire detectors manufactured by Spectrex to operate in the harshest environmental conditions including self-contained stand-alone devices designed for direct connection to control and alarm systems or automatic fire extinguishing systems.
Our range of Hazardous Area Fire & Gas Detection Systemproducts also includes Explosion Proof Warning Systems & Hazardous Area Lighting – comprehensive range of intrinsically safe, flameproof and explosion proof alarm sounders, sirens, bells and horns, loudspeakers and beacons.
Follow our Showcase Page on LinkedIn to receive hazardous area product innovations, industry news, whitepapers, videos, technical tips and training webinars for professionals involved in the explosive atmosphere industries.
Press Release Date: 02.04.2020 uploaded by Chris Dodds (T&D Sales + Marketing Manager) World’s First Fully Certified ATEX Doors Thorne & Derrick International, the Experts in Equipment for Explosive Atmospheres, today announce the signing of a Commercial Distribution Agreement...
Press Release Date: 04.07.2019 uploaded by Chris Dodds (T&D Sales + Marketing Manager) Category: Stockist Distributor Agreement Announcement Thorne & Derrick International announce that they have signed a Preferred Distributor Agreement with Raytec, the world leading manufacturer of LED...